

Presse d’hydroformage:Dans le monde industriel moderne, la technologie de formage joue un rôle crucial. Elle englobe une série de procédés mécaniques permettant de transformer des matériaux, notamment des métaux, en formes spécifiques, souvent complexes, sans enlèvement de matière. Cette capacité à modeler des pièces avec précision et efficacité est au cœur de nombreuses industries, allant de l’automobile à l’aérospatial, en passant par la construction et la production de biens de consommation.
L’importance de ces technologies ne cesse de croître avec l’augmentation des exigences en termes de qualité, de précision, et de rapidité de production. De plus, la nécessité de réduire les coûts tout en maintenant des standards élevés pousse les entreprises à adopter des machines de formage toujours plus sophistiquées. Celles-ci sont souvent intégrées dans des lignes de production robotisées, permettant ainsi une automatisation presque complète du processus de fabrication.
Les principes fondamentaux du formage
Le formage repose sur l’application de forces contrôlées pour déformer le matériau et lui donner une forme désirée. Les méthodes de formage peuvent être classées en fonction du type de contrainte appliquée: compression, tension, ou cisaillement. Parmi les procédés les plus courants, on trouve le pliage, le laminage, l’emboutissage, l’extrusion, et l’hydroformage. Chacun de ces procédés a ses propres avantages et applications spécifiques, ce qui en fait des outils essentiels dans l’arsenal de l’industrie manufacturière.
Par exemple, l’hydroformage est une technique où un fluide sous haute pression est utilisé pour modeler le métal dans une forme complexe, ce qui est particulièrement utile pour la fabrication de composants légers et résistants. De même, les machines de formage multistations, capables de réaliser plusieurs opérations de formage sur une même pièce, permettent une production rapide et en série, réduisant ainsi les délais et les coûts.
L’évolution des machines de formage

Au fil des années, les machines de formage ont évolué pour devenir des équipements de haute précision. Les anciennes presses mécaniques ont été remplacées ou améliorées par des machines hydrauliques et électriques, offrant une meilleure maîtrise du processus de formage. Ces innovations ont non seulement amélioré la qualité des produits finis, mais ont également permis une plus grande flexibilité dans la conception des pièces, répondant ainsi aux besoins variés des industries modernes.
Les machines de formage de précision, telles que les bordeuses automatiques et les machines de formage verticales, illustrent bien cette évolution. Elles permettent de réaliser des opérations complexes avec une tolérance minimale, garantissant ainsi un produit final conforme aux spécifications les plus strictes.
L’intégration des machines de formage dans les lignes de production

Dans un environnement de production moderne, les machines de formage ne fonctionnent pas en isolation. Elles sont souvent intégrées dans des lignes de production robotisées, où elles interagissent avec d’autres machines pour effectuer une série d’opérations successives. Cette intégration permet de maximiser l’efficacité de la production tout en minimisant les erreurs humaines.
Les lignes de production de pièces en métal, par exemple, sont conçues pour assembler des composants complexes en utilisant une combinaison de machines de formage, de presses industrielles, et de technologies de découpe. Grâce à l’automatisation, ces lignes peuvent fonctionner de manière continue, augmentant ainsi la productivité tout en maintenant une qualité constante.
Lignes de Production Automatisées pour Pièces en Métal
https://www.youtube.com/embed/0JhXZlUvvUQ?feature=oembedLignes de Production Automatisées pour Pièces en Métal
Technologie des lignes de production robotisées
L’avènement des lignes de production robotisées marque une révolution dans le domaine de la fabrication industrielle, en particulier pour la production de pièces en métal. Ces lignes de production automatisées sont constituées de machines interconnectées, opérant sous le contrôle de systèmes informatiques sophistiqués, capables de gérer des tâches complexes avec une précision inégalée. Elles permettent non seulement d’améliorer l’efficacité de la production, mais aussi d’optimiser la qualité des produits finis tout en réduisant les coûts de fabrication.
Les lignes de production de pièces en métal sont généralement composées de plusieurs stations, chacune dédiée à une étape spécifique du processus de fabrication. Ces stations peuvent inclure des machines de formage, des presses industrielles, des poinçonneuses, et des systèmes de soudage, tous intégrés dans un flux de travail continu. Grâce à l’automatisation, les pièces peuvent passer d’une station à l’autre sans intervention humaine, ce qui réduit considérablement les temps d’arrêt et les risques d’erreurs.
Avantages des lignes de production automatisées pour la fabrication de pièces en métal
L’un des principaux avantages des lignes de production robotisées est leur capacité à maintenir un niveau élevé de précision et de répétabilité. Contrairement aux processus manuels, où des variations peuvent survenir en raison de la fatigue ou des erreurs humaines, les systèmes automatisés garantissent une production homogène. Chaque pièce est fabriquée avec les mêmes spécifications, ce qui est essentiel pour les industries où la qualité et la fiabilité sont primordiales, comme l’automobile et l’aérospatiale.
En outre, l’automatisation permet de gérer des volumes de production élevés sans compromettre la qualité. Les lignes de production robotisées peuvent fonctionner en continu, 24 heures sur 24, 7 jours sur 7, ce qui maximise le rendement et permet de répondre aux demandes croissantes du marché. De plus, la flexibilité des systèmes robotisés permet d’adapter rapidement les lignes de production à de nouveaux produits ou à des modifications des spécifications, réduisant ainsi les délais de mise sur le marché.
Les lignes de production de pièces en métal profitent également des avantages liés à la sécurité. Les environnements industriels peuvent être dangereux, surtout lorsqu’il s’agit de manipuler des matériaux lourds ou de travailler avec des machines à haute pression. En automatisant ces tâches, les entreprises peuvent réduire les risques d’accidents du travail, protéger leurs employés, et se conformer aux réglementations de sécurité.
Évolutions technologiques récentes dans les lignes de production
Les progrès récents dans le domaine des lignes de production robotisées sont en grande partie dus à l’intégration de technologies avancées comme l’intelligence artificielle (IA), l’internet des objets (IoT), et la fabrication additive. L’IA permet, par exemple, d’optimiser les processus de production en analysant les données en temps réel et en ajustant les paramètres des machines pour garantir la qualité des produits finis. L’IoT, quant à lui, facilite la communication entre les différentes machines de la ligne de production, assurant une coordination parfaite et un suivi en temps réel des performances.
Par ailleurs, l’adoption de la fabrication additive, ou impression 3D, au sein des lignes de production robotisées ouvre de nouvelles perspectives en termes de personnalisation et de complexité des pièces. Cette technologie permet de créer des pièces en métal directement à partir de modèles numériques, sans nécessiter d’outils ou de moules spécifiques, ce qui réduit les coûts et les délais de production.
L’intégration de ces technologies a également conduit à la création de lignes de production hybrides, où des processus traditionnels comme le formage et le moulage sont combinés avec des techniques avancées comme l’impression 3D. Ces lignes hybrides offrent une flexibilité et une adaptabilité sans précédent, permettant aux entreprises de répondre plus rapidement aux évolutions du marché et aux besoins spécifiques des clients.
Exemples d’application des lignes de production robotisées
Les lignes de production robotisées sont largement utilisées dans de nombreux secteurs industriels. Dans l’industrie automobile, par exemple, ces lignes sont essentielles pour l’assemblage des composants métalliques des véhicules, tels que les châssis, les moteurs, et les carrosseries. La précision offerte par l’automatisation est cruciale pour garantir la sécurité et la performance des véhicules.
Dans le secteur de l’aérospatiale, où les exigences en matière de qualité et de précision sont encore plus élevées, les lignes de production automatisées sont utilisées pour fabriquer des pièces complexes et critiques, comme les éléments de fuselage et les composants des moteurs. L’automatisation permet non seulement de respecter les tolérances extrêmement strictes imposées par les normes du secteur, mais aussi de réduire les coûts de production, ce qui est un avantage compétitif majeur dans un domaine où la concurrence est intense.
Machines pour la Fabrication de Panneaux Routiers et de Signalisation

Équipements spécialisés pour la fabrication de panneaux routiers
Les panneaux routiers et de signalisation jouent un rôle crucial dans la gestion du trafic et la sécurité des usagers de la route. Leur fabrication nécessite des machines spécialisées capables de produire des panneaux résistants, lisibles et conformes aux normes strictes en matière de signalisation. Ces machines sont conçues pour transformer des matériaux, généralement en métal, en panneaux aux dimensions et aux formes précises, tout en appliquant les revêtements et les marquages nécessaires pour garantir leur visibilité et durabilité.
Les machines de fabrication de panneaux routiers sont équipées de systèmes de découpe, de pliage, et de formage qui permettent de produire des panneaux de différentes tailles et formes. Ces machines doivent être extrêmement précises pour respecter les dimensions standards imposées par les autorités de régulation, tout en offrant la flexibilité nécessaire pour produire des panneaux personnalisés selon les besoins spécifiques.
Processus de fabrication: de la matière première au produit fini
La fabrication d’un panneau routier commence par la sélection de la matière première, généralement une tôle métallique qui sera transformée en un panneau fini. Le processus débute par la découpe de la tôle aux dimensions requises, une étape qui est réalisée par une presse de découpe ou une machine de formage de découpe. La précision de cette étape est cruciale pour garantir que chaque panneau corresponde exactement aux spécifications demandées.
Une fois découpée, la tôle passe par une machine à moulurer ou une bordeuse moulureuse automatique qui façonne les bords du panneau, améliorant ainsi sa résistance et sa durabilité. Le pliage des bords est souvent réalisé à l’aide d’une bordeuse motorisée, qui garantit un pliage uniforme et précis.
Ensuite, le panneau passe à l’étape du revêtement, où une couche de protection est appliquée pour le protéger contre les intempéries et la corrosion. Ce revêtement peut inclure des couches de peinture réfléchissante, qui sont essentielles pour la visibilité nocturne des panneaux de signalisation. Les machines pour cette étape sont souvent intégrées dans des lignes de production robotisées, où des systèmes automatisés appliquent uniformément les revêtements et assurent leur séchage rapide.
La dernière étape du processus de fabrication consiste à appliquer les marquages et les inscriptions sur le panneau. Cela peut être réalisé par des machines de sérigraphie ou par des systèmes d’impression numérique, qui permettent de produire des inscriptions durables et lisibles, capables de résister aux conditions climatiques sévères. Ces marquages sont essentiels pour que les panneaux remplissent leur fonction principale: communiquer clairement les informations aux conducteurs et aux piétons.
Machines pour la fabrication de panneaux de signalisation spécifiques
Outre les panneaux routiers standard, certaines machines sont spécialisées dans la production de panneaux de signalisation plus complexes, comme ceux utilisés pour la signalisation temporaire ou les panneaux d’information électroniques. Ces panneaux nécessitent des procédés de fabrication plus sophistiqués, impliquant souvent des étapes supplémentaires comme l’intégration de composants électroniques ou de systèmes d’éclairage.
Par exemple, pour les panneaux électroniques à message variable, la fabrication inclut l’intégration de diodes électroluminescentes (LED) ou d’écrans, qui permettent d’afficher des messages personnalisés en temps réel. Ces panneaux nécessitent non seulement une structure métallique solide pour supporter les composants électroniques, mais aussi des systèmes de gestion de l’énergie et de dissipation thermique pour garantir leur bon fonctionnement.
Les machines de formage de précision sont souvent utilisées dans la fabrication de ces panneaux spécifiques, car elles permettent de réaliser des opérations de découpe et de pliage extrêmement précises, nécessaires pour l’intégration des composants électroniques. De plus, les presses industrielles et les poinçonneuses de découpe jouent un rôle clé dans la création des ouvertures et des encoches pour le montage des éléments électroniques.
Avantages des machines spécialisées dans la production de panneaux routiers
L’utilisation de machines spécialisées pour la fabrication de panneaux routiers et de signalisation offre plusieurs avantages. Tout d’abord, ces machines sont conçues pour assurer une production rapide et efficace, capable de répondre aux besoins en grande quantité des administrations routières et des entreprises de construction. Ensuite, la précision et la répétabilité des machines garantissent que chaque panneau respecte les normes de qualité et de sécurité.
De plus, ces machines permettent une flexibilité accrue dans la production. Par exemple, les lignes de production robotisées peuvent être reconfigurées rapidement pour passer de la production de panneaux standard à celle de panneaux personnalisés, en fonction des commandes spécifiques. Cette flexibilité est essentielle dans un environnement où les exigences peuvent varier considérablement d’un projet à l’autre.
Enfin, l’automatisation des processus de fabrication des panneaux de signalisation permet de réduire les coûts de production tout en maintenant un haut niveau de qualité. Les machines modernes sont conçues pour minimiser les déchets de matériaux, optimiser l’utilisation de l’énergie, et réduire les besoins en main-d’œuvre, ce qui se traduit par des économies significatives pour les fabricants.
Bordeuses et Moulureuses: Types et Applications
https://www.youtube.com/embed/-zVnhlwfqBE?feature=oembedBordeuses et Moulureuses: Types et Applications
Technologie de la bordure et de la moulure
Les bordeuses et moulureuses sont des machines essentielles dans l’industrie du formage, particulièrement utilisées pour créer des bords finis et des moulures sur des pièces en métal. Ces opérations, bien que simples en apparence, jouent un rôle crucial dans l’amélioration de la résistance mécanique, de l’apparence esthétique, et de la sécurité des pièces formées. La technologie derrière ces machines a évolué au fil des années pour répondre aux exigences croissantes en matière de précision, de rapidité et de polyvalence.
Les bordeuses sont des machines conçues pour plier ou enrouler les bords d’une pièce en métal, créant ainsi un bord renforcé et esthétiquement agréable. Cette technique est couramment utilisée dans la fabrication de composants de carrosserie automobile, de pièces d’aéronefs, et de nombreux autres produits métalliques nécessitant des bords lisses et sans arêtes vives. Les moulureuses, quant à elles, façonnent des profils ou des motifs spécifiques sur le métal, ce qui est souvent requis pour des pièces décoratives ou fonctionnelles dans l’architecture, l’ameublement, et l’industrie de l’éclairage.
Différents types de bordeuses et moulureuses
Le marché propose une grande variété de bordeuses et de moulureuses, chacune adaptée à des applications spécifiques et à des besoins industriels divers. Voici les principaux types de machines que l’on trouve dans les ateliers modernes:
- Bordeuse moulureuse automatique:
- Ces machines automatisées sont conçues pour effectuer des opérations de bordure et de moulure de manière rapide et précise, sans intervention manuelle. Elles sont idéales pour la production en série, où la cohérence et la vitesse sont primordiales. L’automatisation permet également de minimiser les erreurs et de garantir une qualité uniforme sur chaque pièce.
- Bordeuse motorisée:
- Les bordeuses motorisées sont équipées de moteurs puissants qui permettent de réaliser des opérations de bordure avec une force constante et contrôlée. Elles sont particulièrement utiles pour travailler des matériaux épais ou pour des opérations nécessitant une pression élevée. Elles offrent également une grande précision dans le contrôle des angles et des rayons de pliage.
- Bordeuse hydraulique:
- Utilisées principalement pour les applications nécessitant une force de formage très élevée, les bordeuses hydrauliques exploitent la puissance de l’hydraulique pour plier des tôles épaisses ou pour des opérations complexes de bordure et de moulure. Elles sont couramment utilisées dans la fabrication de pièces pour l’industrie lourde, où la robustesse et la durabilité sont essentielles.
- Machine à moulurer:
- Les machines à moulurer sont spécialement conçues pour créer des motifs ou des profils sur des pièces métalliques. Elles sont souvent utilisées dans les industries nécessitant des finitions décoratives, comme la production de cadres métalliques, de corniches, et d’autres éléments architecturaux. Elles peuvent être programmées pour produire une large gamme de profils, offrant ainsi une grande flexibilité dans la production.
- Bordeuse pour tôle:
- Spécifiquement conçue pour travailler avec des feuilles de métal fines, la bordeuse pour tôle permet de créer des bords précis et nets. Ces machines sont souvent utilisées dans l’industrie de la tôlerie, où la qualité de la finition est un critère important. Elles peuvent être manuelles, motorisées ou hydrauliques, selon les besoins spécifiques de l’application.
Applications industrielles des bordeuses et moulureuses
Les applications des bordeuses et moulureuses sont vastes et variées, couvrant de nombreux secteurs industriels. Dans l’industrie automobile, par exemple, les bordeuses sont utilisées pour créer des bords renforcés sur les composants de carrosserie, ce qui améliore la résistance aux impacts et réduit le risque de corrosion. De plus, les moulureuses permettent de créer des motifs sur les pièces décoratives, ajoutant ainsi une touche esthétique aux véhicules.
Dans le secteur de l’aérospatiale, où chaque gramme compte, les bordeuses sont employées pour former des bords précis qui minimisent la traînée aérodynamique et optimisent les performances des aéronefs. Les machines à moulurer, quant à elles, sont utilisées pour créer des profils spécifiques sur les pièces de structure, contribuant ainsi à leur rigidité et à leur résistance sans augmenter leur poids.
L’industrie de la construction utilise également largement ces machines, notamment pour la fabrication de panneaux et de cadres métalliques. Les moulures produites par ces machines ajoutent non seulement une dimension esthétique aux bâtiments, mais elles jouent également un rôle fonctionnel en renforçant les structures et en facilitant l’assemblage des éléments.
Enfin, dans l’industrie de la signalisation, les bordeuses automatiques sont utilisées pour produire des panneaux routiers avec des bords parfaitement finis, garantissant ainsi leur durabilité et leur sécurité. Ces panneaux, souvent exposés à des conditions météorologiques extrêmes, doivent être résistants aux intempéries et conserver leur intégrité structurelle pendant de longues périodes.
Innovations récentes dans les bordeuses et moulureuses
Les innovations technologiques ont considérablement amélioré les performances des bordeuses et moulureuses au cours des dernières décennies. L’introduction de systèmes de commande numérique (CNC) a permis d’augmenter la précision et la répétabilité des opérations, tout en réduisant les temps de réglage et les besoins en main-d’œuvre qualifiée. Ces systèmes permettent également de programmer des opérations complexes, rendant possible la production de pièces avec des géométries très sophistiquées.
De plus, l’intégration de l’automatisation et de la robotique dans les ateliers modernes a transformé la manière dont les bordeuses et moulureuses sont utilisées. Les robots peuvent charger et décharger les pièces, ajuster les paramètres de la machine en temps réel, et même surveiller la qualité des produits finis, assurant ainsi une production sans interruption et de haute qualité.
L’utilisation de matériaux innovants, comme les alliages légers et les composites, a également influencé le développement de nouvelles générations de bordeuses et moulureuses. Ces machines doivent être capables de manipuler des matériaux plus légers mais tout aussi résistants, souvent utilisés dans les secteurs de pointe comme l’aéronautique et l’automobile.
Presse de Découpe et Machines de Formage Associées

Présentation des presses industrielles
Les presses industrielles occupent une place centrale dans les processus de fabrication modernes. Elles sont utilisées pour appliquer des forces considérables sur des matériaux, généralement des métaux, afin de les découper, les former, ou les modeler selon des formes spécifiques. Ces machines sont essentielles pour la production de pièces en série, où la précision et la répétabilité sont des exigences cruciales. Les presses industrielles se déclinent en plusieurs types, chacun étant adapté à des applications spécifiques en fonction des besoins de la production.
Les presses de découpe sont l’un des types les plus courants de presses industrielles. Elles utilisent une matrice et un poinçon pour découper des pièces métalliques à partir de feuilles ou de bandes de métal. Ce procédé est largement utilisé dans l’industrie automobile pour la fabrication de composants tels que les panneaux de carrosserie, ainsi que dans d’autres secteurs comme l’électronique, où des pièces de précision sont requises. La capacité des presses de découpe à produire des pièces en grande quantité avec une précision constante en fait un outil indispensable pour de nombreuses industries.
Différents types de presses industrielles
- Presse mécanique:
- Les presses mécaniques utilisent un volant d’inertie pour accumuler et libérer de l’énergie, ce qui génère une force de découpe ou de formage. Elles sont particulièrement efficaces pour les opérations de haute vitesse et sont souvent utilisées dans la production en série. Bien que limitées en termes de force maximale, les presses mécaniques sont extrêmement précises et rapides, ce qui les rend idéales pour les applications nécessitant un grand volume de production.
- Presse hydraulique:
- Contrairement aux presses mécaniques, les presses hydrauliques utilisent la pression d’un fluide pour générer la force de découpe ou de formage. Cela leur permet de produire une force beaucoup plus élevée, ce qui est essentiel pour les opérations nécessitant une grande puissance, comme le formage de pièces épaisses ou de grandes dimensions. Les presses hydrauliques offrent également une plus grande flexibilité en termes de contrôle de la force et de la vitesse, ce qui les rend adaptées aux opérations complexes.
- Presse d’hydroformage:
- L’hydroformage est une technique de formage avancée où un fluide sous haute pression est utilisé pour modeler une pièce en métal à l’intérieur d’une matrice. Les presses d’hydroformage sont utilisées pour produire des pièces légères et résistantes, souvent complexes, qui sont couramment employées dans les industries automobile et aérospatiale. L’hydroformage permet de réaliser des formes complexes en une seule étape, réduisant ainsi le besoin d’opérations secondaires et les coûts associés.
- Presse à emboutir:
- Les presses à emboutir sont utilisées pour former des pièces en appliquant une force sur le matériau pour le faire pénétrer dans une matrice. Ce procédé est souvent utilisé pour créer des pièces creuses, comme des réservoirs ou des boîtiers. L’emboutissage est particulièrement utile pour la production de pièces avec des formes profondes et complexes, offrant une finition de haute qualité avec un minimum de retouches nécessaires.
- Ligne de presses:
- Les lignes de presses sont des systèmes où plusieurs presses sont alignées en série pour réaliser une série d’opérations successives sur une pièce. Ce type de configuration est souvent utilisé dans la production automobile, où des pièces complexes nécessitent plusieurs étapes de découpe, de formage, et d’emboutissage. Les lignes de presses permettent de maximiser l’efficacité et de réduire les temps de cycle en automatisant le transfert des pièces d’une presse à l’autre.
Innovations récentes dans les presses industrielles
Les avancées technologiques ont transformé les presses industrielles, augmentant leur efficacité, leur précision, et leur flexibilité. L’intégration de systèmes de commande numérique (CNC) et d’automatisation a permis aux presses modernes de réaliser des opérations complexes avec une précision sans précédent. Les systèmes CNC permettent un contrôle exact des mouvements de la presse, garantissant que chaque opération est exécutée avec une répétabilité parfaite, ce qui est essentiel pour la production de pièces de haute précision.
L’introduction de la robotique dans les lignes de presses a également révolutionné la manière dont ces machines sont utilisées. Les robots peuvent être programmés pour charger et décharger les pièces, ajuster les paramètres des machines en temps réel, et effectuer des inspections de qualité, réduisant ainsi les besoins en main-d’œuvre et augmentant la productivité. Les robots permettent également une plus grande flexibilité dans la production, car ils peuvent être reprogrammés pour manipuler différents types de pièces et effectuer diverses tâches selon les besoins de la production.
En parallèle, les presses hydrauliques ont bénéficié de l’amélioration des systèmes hydrauliques, qui sont désormais plus efficaces, plus rapides, et capables de générer des forces encore plus élevées. Les presses modernes sont également équipées de capteurs avancés qui surveillent en temps réel les conditions de fonctionnement, permettant des ajustements automatiques pour optimiser la performance et prolonger la durée de vie de la machine.
L’une des innovations les plus récentes est le développement des presses hybrides, qui combinent les avantages des presses mécaniques et hydrauliques. Ces machines offrent à la fois la vitesse des presses mécaniques et la puissance des presses hydrauliques, permettant une plus grande flexibilité dans les opérations de formage et de découpe. Les presses hybrides sont particulièrement utiles pour les applications complexes qui nécessitent des ajustements rapides et des forces variables.
Applications des presses de découpe et machines associées
Les presses de découpe et les machines associées sont utilisées dans une multitude d’industries pour produire une large gamme de pièces. Dans l’industrie automobile, par exemple, les presses de découpe sont essentielles pour la fabrication des panneaux de carrosserie, des composants du châssis, et des pièces de moteur. La capacité de ces machines à produire des pièces avec des tolérances extrêmement serrées est cruciale pour garantir la qualité et la sécurité des véhicules.
Dans l’industrie de l’électronique, les presses de découpe sont utilisées pour fabriquer des boîtiers, des connecteurs, et d’autres composants en métal. La précision des presses permet de découper des pièces complexes avec des géométries précises, nécessaires pour l’assemblage des produits électroniques.
L’industrie de l’emballage utilise également des presses de découpe pour produire des boîtes, des conteneurs, et des étiquettes métalliques. Les presses permettent de réaliser des découpes nettes et précises, garantissant que chaque pièce s’emboîte parfaitement dans les processus d’assemblage automatisés.
Enfin, dans le secteur de la construction, les presses industrielles sont utilisées pour produire des poutres, des colonnes, et d’autres éléments structuraux en métal. Ces composants doivent être fabriqués avec une grande précision pour assurer l’intégrité structurelle des bâtiments et des infrastructures.
Technologies de Formage Avancées: Hydroformage et Machines Verticales

Hydroformage: Une technologie de formage de pointe
L’hydroformage est une technologie de formage avancée qui permet de créer des pièces métalliques complexes en utilisant la pression d’un fluide. Ce procédé est particulièrement apprécié pour sa capacité à produire des pièces légères, résistantes, et avec des formes difficiles à obtenir par d’autres méthodes de formage. L’hydroformage est largement utilisé dans les industries automobile, aéronautique, et des équipements sportifs, où la combinaison de légèreté et de résistance est essentielle.
Le principe de l’hydroformage repose sur l’utilisation d’un fluide, généralement de l’eau ou de l’huile, sous haute pression pour déformer une pièce de métal à l’intérieur d’une matrice. Contrairement aux méthodes traditionnelles de formage, qui nécessitent plusieurs étapes de pliage, d’emboutissage, ou de soudage, l’hydroformage permet de réaliser des formes complexes en une seule étape. Cela réduit non seulement les coûts de production, mais améliore également la qualité et la précision des pièces finies.
Les presses d’hydroformage sont les machines spécialisées utilisées pour ce processus. Elles doivent être capables de générer et de maintenir des pressions extrêmement élevées pour garantir une déformation uniforme du métal. Les presses d’hydroformage sont souvent équipées de systèmes de contrôle avancés qui permettent d’ajuster les paramètres du processus en temps réel, assurant ainsi une qualité constante et une répétabilité élevée.
Avantages de l’hydroformage
L’un des principaux avantages de l’hydroformage est la possibilité de créer des pièces complexes avec une précision dimensionnelle élevée et une excellente finition de surface. En effet, la pression uniforme exercée par le fluide permet de former des pièces avec des parois minces et des formes géométriques complexes, tout en minimisant les tensions internes et les risques de défauts. Cela se traduit par des pièces plus légères mais tout aussi résistantes, ce qui est particulièrement bénéfique pour les industries où la réduction du poids est un facteur clé, comme l’automobile et l’aéronautique.
Un autre avantage important est la réduction du nombre de pièces nécessaires pour assembler un produit final. Grâce à l’hydroformage, il est possible de créer des pièces d’une seule pièce, éliminant ainsi le besoin de soudures ou d’assemblages complexes. Cela simplifie non seulement le processus de fabrication, mais améliore également la résistance structurelle et la durabilité des pièces, car les soudures sont souvent des points de faiblesse potentiels.
L’hydroformage permet également une plus grande flexibilité en matière de conception. Les ingénieurs peuvent concevoir des pièces avec des formes et des caractéristiques qui seraient impossibles ou coûteuses à réaliser avec des méthodes de formage traditionnelles. Cette flexibilité ouvre de nouvelles possibilités en matière de conception de produits, permettant la création de formes aérodynamiques pour les véhicules, ou de structures complexes pour les équipements sportifs.
Enfin, l’hydroformage est un procédé relativement écologique. Il génère moins de déchets de matériaux que les méthodes traditionnelles, car il utilise la pièce entière plutôt que de découper des sections qui doivent ensuite être éliminées. De plus, la réduction du nombre de pièces et d’assemblages nécessaires permet de diminuer la consommation d’énergie et les émissions associées à la production.
Machines de formage verticales
Les machines de formage verticales sont un autre exemple de technologie avancée dans le domaine du formage des métaux. Ces machines sont conçues pour effectuer des opérations de formage complexes tout en occupant moins d’espace au sol, ce qui est un avantage important pour les ateliers où l’espace est limité. Les machines de formage verticales sont particulièrement adaptées pour la production de petites et moyennes séries de pièces, où la flexibilité et la rapidité de mise en œuvre sont cruciales.
Le principal avantage des machines de formage verticales réside dans leur capacité à réaliser des opérations de formage très précises avec un excellent contrôle des tolérances. Elles sont équipées de systèmes de commande numérique (CNC) qui permettent un réglage précis des paramètres de formage, garantissant ainsi une qualité constante et une haute répétabilité. Ces machines sont couramment utilisées pour produire des composants de haute précision dans des industries comme l’électronique, l’aérospatiale, et le médical.
En outre, les machines de formage verticales peuvent être configurées pour réaliser une large gamme d’opérations, telles que le pliage, le sertissage, l’emboutissage, et même certaines formes de découpe. Cette polyvalence en fait un outil précieux pour les fabricants qui doivent s’adapter rapidement à des besoins de production changeants ou qui travaillent avec des séries de produits variées.
Applications industrielles des machines de formage verticales et de l’hydroformage
L’hydroformage et les machines de formage verticales trouvent des applications dans plusieurs secteurs industriels, chacun profitant des avantages uniques offerts par ces technologies.
Dans l’industrie automobile, l’hydroformage est largement utilisé pour fabriquer des composants tels que des cadres de châssis, des supports de moteur, et des éléments structurels de carrosserie. Ces pièces bénéficient de la légèreté et de la rigidité accrues que permet l’hydroformage, contribuant ainsi à améliorer l’efficacité énergétique des véhicules tout en maintenant des normes élevées de sécurité.
Dans le secteur de l’aéronautique, l’hydroformage est utilisé pour produire des composants légers et résistants, tels que les structures de fuselage et les conduits de moteurs. La capacité à former des pièces avec des tolérances précises et des surfaces lisses est essentielle dans ce domaine, où la qualité et la fiabilité sont des impératifs absolus.
Les machines de formage verticales, quant à elles, sont particulièrement prisées dans l’industrie électronique pour la production de boîtiers, de connecteurs, et de composants miniaturisés. La précision de ces machines est cruciale pour garantir que chaque pièce s’intègre parfaitement dans les assemblages électroniques, où les marges d’erreur sont extrêmement réduites.
Dans l’industrie médicale, les machines de formage verticales sont utilisées pour produire des implants, des outils chirurgicaux, et d’autres dispositifs médicaux. La capacité à former des pièces avec une précision micrométrique et une finition de surface impeccable est essentielle pour garantir la sécurité et l’efficacité des produits médicaux.
L’avenir du formage avancé: tendances et perspectives
L’hydroformage et les machines de formage verticales continuent d’évoluer grâce aux avancées technologiques. L’intégration de l’intelligence artificielle (IA) et de l’apprentissage automatique dans ces machines ouvre de nouvelles perspectives en matière de contrôle des processus et d’optimisation de la production. Par exemple, les systèmes basés sur l’IA peuvent analyser les données de production en temps réel et ajuster automatiquement les paramètres des machines pour maximiser l’efficacité et minimiser les défauts.
De plus, l’utilisation croissante de matériaux composites et d’alliages légers dans les industries de pointe stimule le développement de nouvelles techniques d’hydroformage et de formage vertical. Ces matériaux, bien que difficiles à travailler avec les méthodes traditionnelles, se prêtent bien à ces technologies avancées, ouvrant ainsi la voie à des innovations dans la conception de produits.
L’adoption croissante de la fabrication additive, ou impression 3D, en complément des technologies de formage avancées, est une autre tendance prometteuse. La combinaison de l’impression 3D pour la production de formes complexes et de l’hydroformage pour la finition permet de créer des pièces qui seraient autrement impossibles à réaliser. Cette synergie entre les technologies traditionnelles et émergentes pourrait transformer encore davantage l’industrie du formage dans les années à venir.
Technologies de Pliage et de Mise en Forme de Tubes

Machines de pliage de tôle et de tubes
Le pliage de tôle et de tubes est un processus essentiel dans la fabrication de nombreux composants métalliques utilisés dans divers secteurs industriels, notamment l’automobile, l’aérospatiale, la construction, et les appareils ménagers. Ce processus consiste à plier le métal pour obtenir des formes spécifiques, comme des angles, des courbes, ou des contours complexes. Les machines de pliage modernes sont conçues pour effectuer ces opérations avec une précision extrême, permettant de produire des pièces aux tolérances serrées, souvent nécessaires dans les industries de pointe.
Les machines de pliage de tôle sont utilisées pour plier des feuilles métalliques plates selon des angles prédéfinis, créant ainsi des formes en L, en U, ou d’autres profils géométriques complexes. Ces machines utilisent généralement des matrices et des poinçons qui sont pressés ensemble pour plier la tôle à l’angle désiré. La précision de ces machines est cruciale pour assurer que les plis soient uniformes sur toute la longueur de la pièce, ce qui est particulièrement important dans la production de pièces qui doivent s’assembler parfaitement, comme les carrosseries automobiles ou les boîtiers électroniques.
Les machines de pliage de tubes, quant à elles, sont spécialement conçues pour plier des tubes métalliques, souvent en acier, en aluminium, ou en cuivre. Ces tubes sont utilisés dans de nombreuses applications, telles que les systèmes d’échappement, les structures de châssis, les conduites de fluide, et les cadres de meubles. Le pliage de tubes nécessite une technologie avancée pour garantir que le diamètre intérieur du tube reste constant et que la paroi ne subisse pas de déformations ou de ruptures pendant le processus.
Techniques de pliage modernes
Le pliage du métal a évolué avec l’introduction de nouvelles techniques qui permettent d’améliorer la qualité des pièces finies et d’augmenter l’efficacité des opérations de production. Voici quelques-unes des techniques de pliage les plus courantes utilisées aujourd’hui:
- Pliage à l’air:
- Cette technique consiste à placer la tôle entre une matrice en forme de V et un poinçon, et à utiliser la force du poinçon pour plier la tôle sans la faire entrer en contact complet avec les parois de la matrice. Le pliage à l’air permet une plus grande flexibilité dans le choix des angles de pliage et est largement utilisé pour des applications où une précision modérée est acceptable.
- Pliage en frappe:
- Contrairement au pliage à l’air, le pliage en frappe implique que la tôle soit complètement plaquée contre les parois de la matrice par la force du poinçon. Cette technique offre une précision élevée et est souvent utilisée pour produire des pièces avec des tolérances strictes. Elle est cependant moins flexible que le pliage à l’air, car chaque angle de pliage nécessite une matrice spécifique.
- Pliage par enroulement:
- Cette technique est couramment utilisée pour le pliage de tubes. Elle consiste à enrouler le tube autour d’une matrice pour obtenir la courbure désirée. Le pliage par enroulement est idéal pour les applications nécessitant des courbes douces et continues, comme dans les systèmes de conduites de fluide ou les cadres de vélos.
- Pliage par mandrin:
- Dans le pliage de tubes, l’utilisation d’un mandrin permet de soutenir l’intérieur du tube pendant le pliage, empêchant ainsi l’effondrement des parois. Cette technique est particulièrement utile pour les tubes de petit diamètre ou de paroi mince, où le risque de déformation est plus élevé.
Applications industrielles du pliage de tôle et de tubes
Le pliage de tôle et de tubes est omniprésent dans l’industrie, avec des applications variées qui vont de la fabrication de composants structurels à la production d’éléments décoratifs. Voici quelques exemples d’applications dans différents secteurs:
- Automobile:
- Dans l’industrie automobile, le pliage de tôle est utilisé pour fabriquer des composants de carrosserie, des supports de moteur, et des panneaux de porte. Le pliage de tubes, quant à lui, est essentiel pour la production de systèmes d’échappement, de barres de protection, et de cadres de sièges. Les machines de pliage utilisées dans ce secteur doivent être capables de produire des pièces avec des tolérances très serrées pour garantir l’assemblage précis des composants.
- Aérospatiale:
- L’industrie aérospatiale nécessite des pièces légères mais robustes, souvent fabriquées à partir d’alliages d’aluminium ou de titane. Le pliage de tôle et de tubes est utilisé pour produire des structures de fuselage, des conduits d’air, et des supports pour les systèmes avioniques. La précision et la fiabilité des machines de pliage sont essentielles pour garantir que les pièces respectent les strictes normes de sécurité de l’aérospatiale.
- Construction:
- Dans le secteur de la construction, le pliage de tôle est utilisé pour fabriquer des éléments tels que des cadres de fenêtres, des panneaux de façade, et des systèmes de gouttières. Le pliage de tubes est couramment utilisé pour créer des structures métalliques, comme des échafaudages, des rampes, et des passerelles. Ces pièces doivent être solides et résistantes aux intempéries, ce qui exige des machines de pliage robustes et fiables.
- Appareils ménagers:
- De nombreux appareils ménagers, tels que les réfrigérateurs, les machines à laver, et les fours, intègrent des pièces pliées en tôle ou en tube. Le pliage de tôle permet de créer des coques et des panneaux, tandis que le pliage de tubes est utilisé pour produire des cadres, des supports, et des conduits. Les machines de pliage utilisées dans ce secteur doivent pouvoir traiter des matériaux variés, allant de l’acier inoxydable à l’aluminium, avec une grande précision pour assurer un bon ajustement des pièces.
Innovations dans les technologies de pliage
Les technologies de pliage continuent de se développer, avec l’introduction de nouvelles machines et techniques qui améliorent l’efficacité, la précision, et la flexibilité du processus. Voici quelques-unes des innovations récentes dans ce domaine:
- Machines de pliage CNC:
- Les machines de pliage équipées de commandes numériques par ordinateur (CNC) offrent un contrôle précis des opérations de pliage. Les systèmes CNC permettent de programmer des séquences de pliage complexes, d’ajuster automatiquement les paramètres en fonction des spécifications de la pièce, et de garantir une répétabilité élevée d’une pièce à l’autre. Ces machines sont particulièrement utiles pour les productions en série, où la constance de la qualité est primordiale.
- Pliage assisté par robot:
- L’intégration de la robotique dans les processus de pliage permet d’automatiser le chargement, le déchargement, et la manipulation des pièces, ce qui réduit les temps de cycle et augmente la productivité. Les robots peuvent également être programmés pour effectuer des opérations de pliage complexes, en travaillant en tandem avec les machines de pliage pour réaliser des tâches qui seraient difficiles ou impossibles à accomplir manuellement.
- Technologies de pliage sans outillage:
- Des innovations récentes ont conduit au développement de techniques de pliage sans outillage, où des systèmes de flexion par laser ou par chauffage sont utilisés pour plier le métal sans l’aide de matrices ou de poinçons. Ces technologies offrent une grande flexibilité et permettent de réduire les coûts associés à la production de petits volumes ou de pièces personnalisées.
- Pliage à haute vitesse:
- Pour répondre aux exigences de production en masse, les machines de pliage à haute vitesse ont été développées. Ces machines sont capables de réaliser des plis à des cadences très élevées tout en maintenant une précision élevée. Elles sont idéales pour les industries où la vitesse de production est un facteur clé, comme l’automobile et l’électronique.
Défis et opportunités dans le pliage de tôle et de tubes
Bien que les technologies de pliage aient considérablement évolué, elles présentent encore des défis qui doivent être relevés pour maximiser leur efficacité et leur potentiel. L’un des principaux défis est le contrôle de la qualité des pièces pliées, notamment en ce qui concerne les tolérances dimensionnelles et la finition de surface. Les fabricants doivent constamment surveiller les paramètres de pliage et effectuer des ajustements pour éviter les déformations indésirables, les fissures, ou les défauts de surface.
Un autre défi est la gestion des matériaux innovants, tels que les alliages légers, les composites, et les métaux à haute résistance, qui sont de plus en plus utilisés dans les industries de pointe. Ces matériaux peuvent être difficiles à plier sans endommager la structure interne, ce qui nécessite le développement de nouvelles techniques de pliage adaptées à leurs propriétés uniques.
Malgré ces défis, le pliage de tôle et de tubes offre de nombreuses opportunités, notamment grâce à l’intégration de technologies avancées comme l’IA et l’apprentissage automatique. Ces technologies peuvent améliorer la précision du pliage, optimiser les paramètres en temps réel, et réduire les déchets, contribuant ainsi à des processus de production plus durables et plus efficaces.
Lignes de Presses Hydrauliques et Applications Spécifiques
Presses hydrauliques dans la production industrielle
Les presses hydrauliques sont des machines incontournables dans l’industrie manufacturière, où elles jouent un rôle essentiel dans le formage, le découpage, et l’emboutissage de pièces métalliques. Contrairement aux presses mécaniques, qui utilisent un volant d’inertie pour accumuler et libérer de l’énergie, les presses hydrauliques utilisent la pression d’un fluide (généralement de l’huile) pour générer la force nécessaire au processus de formage. Cette technologie permet aux presses hydrauliques de produire des forces considérables, ce qui les rend particulièrement adaptées aux opérations nécessitant une grande puissance et une flexibilité accrue.
Les lignes de presses hydrauliques sont des configurations industrielles où plusieurs presses hydrauliques sont disposées en série pour réaliser une suite d’opérations sur une pièce. Ce type d’installation est particulièrement efficace pour les processus complexes où plusieurs étapes de formage, de découpage ou d’emboutissage sont nécessaires. Les lignes de presses hydrauliques permettent de maximiser l’efficacité de la production en automatisant le transfert des pièces d’une presse à l’autre et en synchronisant les opérations pour minimiser les temps d’arrêt.
Avantages des lignes de presses hydrauliques
L’un des principaux avantages des presses hydrauliques est leur capacité à générer une force constante sur toute la course du piston, ce qui permet d’obtenir une pression uniforme et un contrôle précis du formage. Cette caractéristique est particulièrement importante pour les opérations de formage de précision, où la qualité de la pièce finale dépend de la régularité de la pression appliquée. En outre, les presses hydrauliques offrent une plus grande flexibilité que les presses mécaniques, car il est possible de régler la force, la vitesse, et la durée de la course en fonction des besoins spécifiques de chaque opération.
Les lignes de presses hydrauliques permettent également de traiter une large gamme de matériaux, des métaux ductiles comme l’aluminium et le cuivre, aux alliages plus durs comme l’acier inoxydable ou le titane. Cette polyvalence en fait un choix privilégié pour les industries qui fabriquent des pièces pour des secteurs variés, tels que l’automobile, l’aérospatiale, et l’électronique.
Un autre avantage important est la capacité des presses hydrauliques à réaliser des opérations complexes en une seule étape. Par exemple, dans le cas de l’emboutissage profond, une seule presse hydraulique peut former une pièce creuse avec des parois fines et des géométries complexes sans nécessiter de retravail ou d’assemblage supplémentaire. Cela réduit non seulement les coûts de production, mais améliore également la qualité et la durabilité des pièces finies.
Innovations récentes dans les presses hydrauliques
Les technologies associées aux presses hydrauliques ont considérablement évolué, avec l’introduction de nouvelles fonctionnalités qui augmentent l’efficacité, la sécurité, et la flexibilité des opérations de formage. L’une des innovations majeures est l’intégration de systèmes de commande numérique par ordinateur (CNC) dans les presses hydrauliques. Les systèmes CNC permettent un contrôle précis des paramètres de la presse, tels que la force appliquée, la vitesse de la course, et la position du piston, ce qui améliore la répétabilité et la qualité des pièces produites.
De plus, l’utilisation de capteurs intelligents et de systèmes de surveillance en temps réel permet de détecter et de corriger les anomalies pendant le processus de formage. Ces technologies contribuent à minimiser les risques de défaillance de la machine, à réduire les temps d’arrêt, et à optimiser la performance globale des lignes de presses hydrauliques. Les capteurs peuvent également collecter des données pour une analyse ultérieure, permettant aux ingénieurs de mieux comprendre les processus de formage et d’identifier des opportunités d’amélioration continue.
Les presses hydrauliques modernes sont également conçues pour être plus écoénergétiques, avec des systèmes de gestion de l’énergie qui réduisent la consommation de puissance et les émissions associées. Cela répond à une demande croissante de la part des industries pour des solutions de production plus durables et respectueuses de l’environnement.
Applications spécifiques des lignes de presses hydrauliques
Les lignes de presses hydrauliques sont utilisées dans une variété de secteurs industriels pour des applications spécifiques qui tirent parti de la puissance et de la précision de ces machines.
- Automobile:
- Dans l’industrie automobile, les lignes de presses hydrauliques sont couramment utilisées pour la fabrication de composants structurels tels que les panneaux de carrosserie, les châssis, et les sous-ensembles de suspension. La capacité des presses hydrauliques à former des pièces complexes avec des tolérances serrées est cruciale pour garantir la sécurité et la performance des véhicules. De plus, les presses hydrauliques permettent de travailler avec des matériaux avancés, comme les alliages d’aluminium à haute résistance, qui sont de plus en plus utilisés pour réduire le poids des véhicules et améliorer leur efficacité énergétique.
- Aérospatiale:
- L’industrie aérospatiale exige des pièces légères, mais extrêmement résistantes, capables de résister à des conditions extrêmes de pression, de température, et de vibrations. Les lignes de presses hydrauliques sont utilisées pour produire des pièces critiques, telles que les structures de fuselage, les composants de moteur, et les systèmes de support. La précision des presses hydrauliques est essentielle pour répondre aux normes de qualité rigoureuses de l’industrie aérospatiale.
- Électronique:
- Dans le secteur de l’électronique, les presses hydrauliques sont utilisées pour fabriquer des boîtiers, des connecteurs, et d’autres composants métalliques miniaturisés. La flexibilité des presses hydrauliques permet de travailler avec des matériaux conducteurs, tels que le cuivre et l’aluminium, qui sont couramment utilisés dans les circuits imprimés et les systèmes de refroidissement. De plus, les capacités de formage précis des presses hydrauliques sont essentielles pour la production de composants électroniques aux dimensions critiques.
- Énergie:
- Dans le secteur de l’énergie, les lignes de presses hydrauliques sont utilisées pour fabriquer des pièces pour les systèmes de production et de distribution d’énergie, tels que les turbines, les échangeurs de chaleur, et les réservoirs sous pression. La robustesse et la fiabilité des presses hydrauliques sont essentielles pour garantir que ces pièces fonctionnent efficacement et en toute sécurité dans des environnements exigeants.
- Construction:
- L’industrie de la construction utilise des presses hydrauliques pour produire des éléments structurels en métal, tels que des poutres, des colonnes, et des panneaux de façade. Ces composants doivent être fabriqués avec une grande précision pour assurer la solidité et la durabilité des bâtiments et des infrastructures. Les presses hydrauliques permettent également de travailler avec des aciers à haute résistance, qui sont de plus en plus utilisés dans les projets de construction modernes.
Tendances futures et perspectives
Les presses hydrauliques continueront à évoluer avec l’intégration de technologies de pointe, telles que l’intelligence artificielle (IA) et l’apprentissage automatique, qui permettront d’améliorer encore plus la performance et la flexibilité des lignes de presses. L’IA, par exemple, pourrait être utilisée pour anticiper les besoins de maintenance en analysant les données en temps réel, ce qui réduirait les temps d’arrêt imprévus et prolongerait la durée de vie des équipements.
De plus, les presses hydrauliques pourraient bénéficier de nouveaux matériaux pour les pistons et les systèmes hydrauliques, qui offriraient une résistance accrue à l’usure et une meilleure performance à des pressions plus élevées. Cela ouvrirait de nouvelles possibilités pour le formage de matériaux encore plus avancés, tels que les composites renforcés de fibres ou les alliages à haute température, qui sont de plus en plus utilisés dans les industries de pointe.
Enfin, l’accent mis sur la durabilité et l’efficacité énergétique continuera de façonner le développement des presses hydrauliques, avec une recherche continue sur des systèmes plus écologiques, réduisant les émissions et l’empreinte carbone des processus de production.
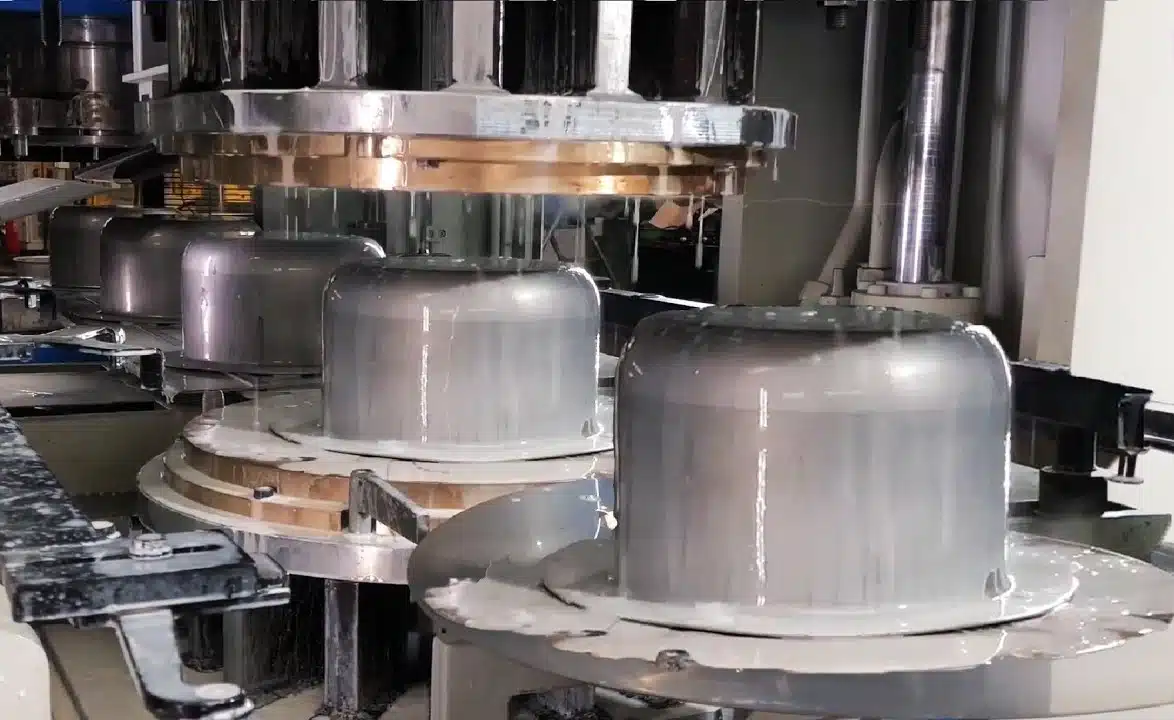
Presse d’hydroformage
La presse d’hydroformage est un équipement utilisé dans les processus de formage de matériaux métalliques, notamment pour créer des pièces complexes avec des formes précises et des tolérances serrées. Contrairement au formage mécanique classique, l’hydroformage utilise un fluide hydraulique pour appliquer une pression uniforme sur le matériau, ce qui permet de façonner la pièce de manière homogène sans soudure ou joint visible.
Fonctionnement de la presse d’hydroformage
- Chargement de la pièce : Une feuille ou un tube métallique est placé dans le moule de la presse.
- Application de la pression : Un fluide hydraulique est introduit à haute pression, forçant le matériau à épouser les parois du moule.
- Formation de la pièce : La pression est maintenue jusqu’à ce que le matériau prenne la forme souhaitée, assurant une précision élevée.
- Démoulage : Une fois le processus terminé, la pièce formée est retirée et inspectée pour des éventuelles imperfections.
Avantages de l’hydroformage
- Complexité des formes : Permet de fabriquer des pièces aux géométries complexes qui seraient difficiles ou coûteuses à produire par d’autres méthodes.
- Réduction de poids : Idéal pour la fabrication de pièces légères, notamment dans l’industrie automobile et aéronautique.
- Résistance accrue : La pièce finie présente souvent des propriétés mécaniques améliorées grâce à la répartition uniforme de la tension.
- Diminution des opérations secondaires : Moins de besoin de soudures ou d’assemblages postérieurs.
Applications principales
- Automobile : Fabrication de cadres, sous-châssis et structures légères.
- Aéronautique : Production de pièces aéronautiques où la légèreté et la robustesse sont essentielles.
- Industrie de l’électronique : Création de boîtiers et autres composants nécessitant une précision dimensionnelle.
L’hydroformage se distingue par sa capacité à produire des pièces économiquement viables en grandes quantités tout en garantissant une qualité élevée et une réduction des déchets de matériau.
Voici un plan détaillé pour développer le contenu sur le fonctionnement de la presse d’hydroformage en 2000 mots. Je vais aborder l’ensemble des éléments essentiels du processus, en expliquant les aspects techniques et en décrivant chaque étape de manière approfondie.
1. Introduction
L’hydroformage est une technique avancée de formage de matériaux qui a révolutionné la fabrication de pièces métalliques complexes. Contrairement aux méthodes traditionnelles, comme l’emboutissage et le pliage, l’hydroformage utilise la pression d’un fluide hydraulique pour façonner des feuilles métalliques ou des tubes de manière précise et uniforme. Cette technologie permet de créer des pièces légères, résistantes et géométriquement complexes, ce qui en fait un choix privilégié pour des industries exigeantes telles que l’automobile, l’aéronautique et l’électronique.
L’importance de la presse d’hydroformage réside dans sa capacité à produire des pièces d’une qualité exceptionnelle tout en optimisant l’utilisation des matériaux. Grâce à un processus contrôlé et à l’application homogène de la pression, l’hydroformage assure une meilleure répartition des contraintes mécaniques dans la pièce, réduisant ainsi le risque de défauts structurels. Cela se traduit par une réduction des étapes de finition, de l’assemblage et des coûts de production globaux.
Cet article propose de plonger dans le fonctionnement détaillé d’une presse d’hydroformage, en expliquant ses composants, le déroulement des opérations, et les avantages et inconvénients de ce procédé. Explorons comment la presse d’hydroformage transforme la manière dont les pièces métalliques complexes sont conçues et fabriquées.
2. Principes de base de l’hydroformage
L’hydroformage repose sur le principe d’utiliser la pression hydraulique pour modeler des matériaux métalliques, un procédé qui se distingue par sa capacité à appliquer une force uniforme et contrôlée sur la surface de la pièce à façonner. Cette technique est particulièrement adaptée au formage de feuilles et de tubes métalliques, où la distribution homogène de la pression assure une déformation régulière, évitant ainsi les plis, les fissures ou les ruptures qui peuvent survenir avec des méthodes plus traditionnelles.
Contrairement aux procédés mécaniques tels que l’emboutissage ou le pliage, où des outils rigides exercent une pression directe sur le matériau, l’hydroformage utilise un fluide hydraulique (généralement de l’eau mélangée à des additifs) pour appliquer la force. Le fluide est compressé à travers des pistons et agit sur la matière à l’intérieur d’un moule fermé. Cette approche permet de façonner des pièces de formes très complexes en une seule opération, là où plusieurs étapes seraient nécessaires dans d’autres procédés.
Les matériaux utilisés dans l’hydroformage incluent des métaux tels que l’acier, l’aluminium et divers alliages légers, qui possèdent une bonne malléabilité et résistance. Cette technique est idéale pour produire des composants fins et précis tout en optimisant l’intégrité structurelle. Ainsi, l’hydroformage permet de réduire les besoins en soudure et assemblage, minimisant les faiblesses potentielles dans les pièces finies.
3. Anatomie d’une presse d’hydroformage
Une presse d’hydroformage est une machine complexe qui combine la puissance de l’hydraulique et la précision mécanique pour façonner des pièces métalliques. Pour comprendre son fonctionnement, il est important de connaître les composants principaux qui la constituent :
a) Le cadre de la presse
La structure principale de la presse est souvent en acier renforcé pour supporter des forces considérables. Le cadre abrite l’ensemble des composants critiques et sert de support rigide pour le processus de formage.
b) Le moule (ou matrice)
Le moule est l’élément où la pièce prend forme. Il est généralement composé de deux moitiés qui se referment autour de la matière première. Les moules peuvent être conçus en différents matériaux résistants, comme l’acier trempé, en fonction des tolérances et des forces requises.
c) Système hydraulique
Le système hydraulique est le cœur de la presse d’hydroformage. Il est constitué de pompes, de réservoirs de fluide et de pistons. Ces éléments travaillent ensemble pour générer et contrôler la pression appliquée. Les pompes entraînent le fluide sous haute pression dans la chambre où la pièce est formée, ce qui permet de répartir la force de manière homogène.
d) Piston ou vérin de compression
Les pistons jouent un rôle crucial en appliquant la pression initiale sur le fluide hydraulique. Ils peuvent être actionnés électriquement ou mécaniquement et sont conçus pour supporter des charges extrêmes.
e) Capteurs et systèmes de contrôle
Les capteurs installés dans la presse assurent le suivi de la pression et de la position de la pièce pendant le processus. Ils permettent d’ajuster la pression en temps réel pour garantir un formage optimal et prévenir tout défaut. Les systèmes de contrôle électronique, souvent basés sur des logiciels avancés, contribuent à l’automatisation et à la précision du processus.
4. Étapes du processus d’hydroformage
Le processus d’hydroformage suit une série d’étapes bien définies qui assurent la transformation efficace de la matière première en une pièce finale aux caractéristiques précises. Voici une explication détaillée de chaque étape :
a) Chargement de la matière première
La première étape consiste à positionner correctement la matière première, soit une feuille métallique soit un tube, dans le moule de la presse. Ce placement est crucial, car il détermine la répartition uniforme de la pression pendant le formage. Les machines modernes utilisent des systèmes automatisés pour insérer et aligner la pièce de manière précise.
b) Fermeture du moule
Une fois la matière première en place, le moule est fermé de façon hermétique. Cette étape est essentielle pour éviter les fuites de fluide sous pression et garantir que l’ensemble de la force hydraulique soit dirigé vers la pièce. Les deux parties du moule se referment de manière synchronisée pour s’assurer que la matière est bien calée et prête pour le formage.
c) Application de la pression hydraulique
Le fluide hydraulique est introduit dans la chambre contenant la pièce. À l’aide de pompes haute pression, le liquide est compressé par le piston ou le vérin, exerçant ainsi une pression uniforme sur la pièce métallique. Cette pression pousse le matériau à épouser les contours internes du moule, formant la pièce selon le design souhaité.
- Contrôle de la pression : La montée en pression se fait progressivement pour permettre au métal de se déformer sans se déchirer. Les capteurs surveillent la pression appliquée, tandis que les systèmes de contrôle électronique ajustent le débit pour s’assurer que la pression reste dans les limites de sécurité.
d) Formation de la pièce
La déformation de la pièce se poursuit jusqu’à ce que le métal ait pris la forme finale, appuyant contre chaque détail du moule. Cette étape requiert un équilibre délicat : une pression trop faible peut entraîner une pièce incomplète, tandis qu’une pression excessive risque de provoquer des fissures ou des faiblesses dans la structure. La précision du système de contrôle de la presse est donc primordiale.
e) Maintien et refroidissement (optionnel)
Pour certaines applications, la pièce peut être maintenue sous pression pendant quelques secondes supplémentaires pour assurer la stabilisation de la structure. Dans certains cas, un système de refroidissement est utilisé pour fixer la forme et réduire les tensions internes avant le démoulage.
f) Démoulage et inspection
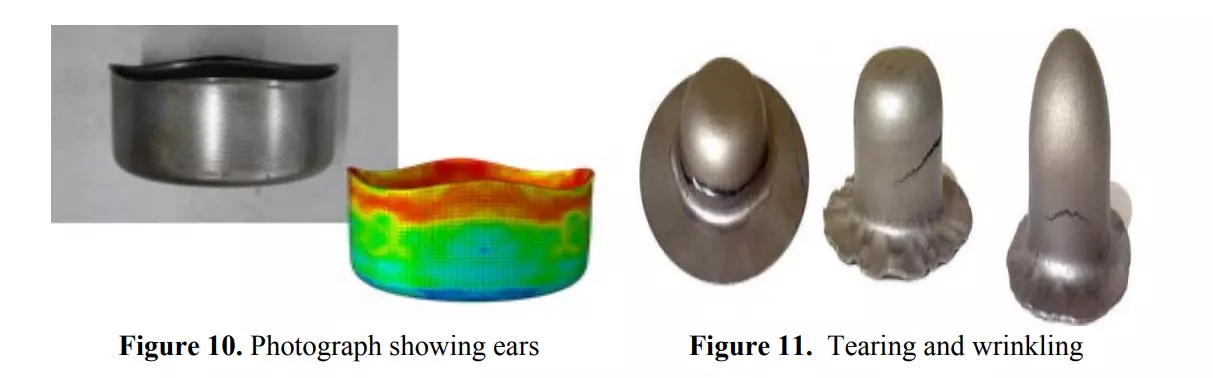
Lorsque le processus de formage est terminé, le moule est ouvert et la pièce est extraite. À ce stade, la pièce subit une inspection visuelle et mécanique pour vérifier la conformité avec les spécifications. Les défauts courants tels que les plis, les fissures ou les irrégularités de surface sont identifiés et évalués. Des systèmes de vision automatisés peuvent être utilisés pour améliorer la précision de l’inspection.
g) Ajustements et optimisation
En cas de problèmes, des ajustements peuvent être faits pour modifier la pression ou la vitesse d’application dans les processus suivants. L’optimisation continue permet d’améliorer la qualité des produits et d’augmenter la productivité de la presse.
5. Avantages spécifiques du processus d’hydroformage
L’hydroformage présente des avantages uniques qui le distinguent des autres méthodes de formage métalliques. Voici les principaux bénéfices qu’offre ce procédé :
a) Précision et uniformité des pièces
Grâce à l’application uniforme de la pression hydraulique, l’hydroformage permet de produire des pièces avec une précision dimensionnelle exceptionnelle. Le fluide hydraulique s’adapte parfaitement aux contours du moule, ce qui permet de créer des détails complexes et des formes difficiles à obtenir par des méthodes mécaniques traditionnelles. Cette précision est particulièrement précieuse pour des industries comme l’automobile et l’aéronautique, où des tolérances serrées sont essentielles pour la performance des produits.
b) Réduction des opérations secondaires
L’un des principaux avantages de l’hydroformage est la capacité de produire des pièces finies en une seule opération, minimisant ainsi le besoin de soudure, d’assemblage et d’autres traitements secondaires. Cela réduit non seulement le temps de fabrication mais aussi les coûts de production, tout en améliorant l’intégrité structurelle des pièces. L’absence de soudures élimine les points de faiblesse potentiels, renforçant ainsi la durabilité et la résistance des composants.
c) Distribution homogène des contraintes
Contrairement aux méthodes de formage traditionnelles, qui peuvent créer des points de stress et des irrégularités, l’hydroformage distribue les contraintes de manière uniforme sur la surface de la pièce. Cela permet de réduire le risque de déformation ou de défaillance sous charge. La répartition homogène des contraintes contribue à prolonger la durée de vie des pièces et à maintenir leur performance, même dans des conditions d’utilisation exigeantes.
d) Économie de matériau
L’hydroformage utilise le matériau de manière efficace, réduisant les pertes de matière pendant le formage. Cela est particulièrement bénéfique pour les industries où le coût des matériaux est un facteur significatif. En minimisant les déchets, les entreprises peuvent réaliser des économies substantielles tout en contribuant à une production plus durable.
Ces avantages rendent l’hydroformage non seulement attractif d’un point de vue technique mais aussi économique, favorisant son adoption dans des secteurs qui recherchent des solutions de production alliant efficacité et qualité.
6. Applications industrielles et exemples concrets
L’hydroformage est un procédé largement adopté dans plusieurs secteurs industriels, grâce à sa capacité à produire des pièces complexes, précises et résistantes. Voici quelques exemples notables de ses applications :
a) Industrie automobile
Dans l’industrie automobile, l’hydroformage est couramment utilisé pour fabriquer des pièces structurelles légères et robustes, telles que les cadres de châssis, les montants de toit et les traverses. Ces composants, réalisés en aluminium ou en acier à haute résistance, contribuent à réduire le poids global des véhicules, améliorant ainsi leur efficacité énergétique et leurs performances. L’hydroformage permet également de créer des formes aérodynamiques sophistiquées, essentielles pour optimiser la consommation de carburant et réduire les émissions.
b) Aéronautique
L’aéronautique utilise l’hydroformage pour la fabrication de pièces légères et durables qui doivent répondre à des normes strictes de performance et de sécurité. Des éléments comme les composants de carlingue ou des pièces de renforcement sont façonnés par hydroformage pour offrir une résistance accrue sans augmenter la masse de l’appareil. Cette technique contribue à la construction d’avions plus efficaces et performants.
c) Électronique et secteur médical
Dans l’électronique, l’hydroformage est employé pour la création de boîtiers de protection minces et précis, nécessaires pour des dispositifs portables tels que les smartphones et les tablettes. Dans le secteur médical, cette technique est utilisée pour fabriquer des composants de haute précision pour les instruments chirurgicaux et les implants, où la qualité et la durabilité sont essentielles.
Ces exemples illustrent comment l’hydroformage répond aux besoins de diverses industries en offrant une solution de fabrication polyvalente et fiable. Ce procédé reste une alternative de choix pour produire des pièces de haute qualité qui nécessitent une combinaison de légèreté, résistance et précision.
7. Limitations et défis de l’hydroformage
Bien que l’hydroformage offre de nombreux avantages, il présente également certaines limitations et défis à prendre en compte pour une mise en œuvre réussie.
a) Coût initial élevé
L’un des principaux inconvénients de l’hydroformage est le coût initial important lié à l’acquisition et à l’installation de la presse. Les presses d’hydroformage, en raison de leur complexité et de leur capacité à générer des pressions élevées, nécessitent un investissement conséquent. Cet aspect peut représenter un frein pour les petites et moyennes entreprises qui cherchent à intégrer cette technologie dans leurs processus de production.
b) Complexité et expertise requises
Le processus d’hydroformage nécessite une expertise technique avancée pour le réglage et l’optimisation des paramètres tels que la pression et la vitesse d’application. Les opérateurs doivent être bien formés pour manipuler l’équipement et surveiller le processus afin d’éviter des défauts de production. La mise en œuvre de cette technologie peut donc nécessiter des programmes de formation et un personnel hautement qualifié.
c) Limitations liées aux dimensions et aux matériaux
Bien que l’hydroformage soit très polyvalent, il n’est pas toujours adapté aux très grandes pièces ou à certains matériaux particulièrement rigides. Les presses doivent avoir la capacité suffisante pour traiter des dimensions importantes, ce qui peut nécessiter des modèles spécialisés plus coûteux. De plus, certains alliages ultra-durs peuvent présenter des défis en matière de formage sans compromettre l’intégrité de la pièce.
d) Maintenance et consommation énergétique
Le fonctionnement continu de presses d’hydroformage de haute puissance entraîne une consommation énergétique importante. De plus, la maintenance régulière des systèmes hydrauliques et des moules est essentielle pour assurer un fonctionnement optimal et éviter les pannes coûteuses.
1. Introduction

L’hydroformage est une technique de formage de métaux qui s’est imposée comme une solution incontournable dans diverses industries, grâce à sa capacité à produire des pièces métalliques complexes et de haute qualité. Utilisée principalement dans les secteurs automobile, aéronautique et électronique, cette méthode permet de façonner des pièces en appliquant une pression hydraulique uniforme sur une feuille ou un tube de métal. Le procédé offre une flexibilité et une précision supérieures par rapport aux méthodes traditionnelles de formage mécanique.
Les avantages de l’hydroformage sont nombreux et contribuent à rendre ce procédé de plus en plus populaire dans le monde de la fabrication. En plus de permettre la création de formes complexes et de réduire le poids des pièces, l’hydroformage optimise l’utilisation des matériaux, réduit les coûts de production et améliore la qualité globale des produits finis. Cet article détaillera chacun de ces avantages et leur impact sur la production industrielle.
2. Précision et complexité des formes
L’un des avantages majeurs de l’hydroformage est sa capacité à créer des pièces avec un haut degré de précision et une complexité accrue. Contrairement aux méthodes mécaniques traditionnelles telles que l’emboutissage et le pliage, l’hydroformage utilise un fluide hydraulique pour appliquer une pression uniforme sur le matériau, lui permettant d’épouser les contours complexes du moule. Cette caractéristique permet de fabriquer des pièces aux géométries sophistiquées qui seraient autrement difficiles à réaliser en une seule opération.
Les détails fins et les courbes douces, souvent recherchés dans les industries de l’automobile et de l’aéronautique, sont obtenus sans effort avec l’hydroformage. Cela se traduit par des designs plus aérodynamiques et une réduction des limites imposées par les méthodes de formage conventionnelles. Par exemple, les montants de toit et les cadres de châssis automobiles, qui nécessitent des formes précises pour garantir la sécurité et l’efficacité énergétique, bénéficient largement de cette technique.
La précision de l’hydroformage permet également de réduire la variabilité des pièces produites. Grâce à l’application uniforme de la pression, les pièces sont formées de manière homogène, assurant une épaisseur constante et des tolérances serrées. Cette homogénéité améliore la qualité et la fiabilité des produits, réduisant les taux de rebut et les coûts associés aux défauts de production.
Enfin, cette précision accrue offre des opportunités d’innovation dans la conception des produits. Les ingénieurs peuvent intégrer des détails complexes et des formes imbriquées directement dans la pièce, sans avoir besoin de procédés supplémentaires comme le soudage ou l’assemblage. Cela stimule l’innovation en permettant la création de produits aux designs plus avancés et fonctionnels.
Fonctionnement de la presse d’hydroformage
L’hydroformage est un procédé de formage de matériaux métalliques qui utilise un fluide hydraulique sous haute pression pour façonner des feuilles ou des tubes de métal à l’intérieur d’un moule. Le fonctionnement de la presse d’hydroformage implique plusieurs étapes clés qui garantissent la précision et la qualité des pièces produites. Voici un aperçu détaillé du processus :
1. Chargement de la matière première
La première étape consiste à placer la matière première (feuille ou tube métallique) dans le moule de la presse. Ce positionnement est crucial, car il influence directement la précision du formage et la qualité de la pièce finale. Dans les installations modernes, cette étape est souvent automatisée, permettant une mise en place rapide et précise.
2. Fermeture du moule
Une fois la matière première en place, le moule est fermé de manière hermétique. Cette fermeture assure que le fluide hydraulique reste confiné dans la chambre de formage, empêchant toute fuite de pression qui pourrait compromettre le processus. La fermeture peut être assurée par des systèmes mécaniques ou hydrauliques qui exercent une force suffisante pour maintenir le moule en place pendant le formage.
3. Introduction et application de la pression hydraulique
Le fluide hydraulique, généralement de l’eau mélangée à des additifs pour améliorer la performance, est introduit dans la chambre contenant la pièce métallique. Des pompes puissantes augmentent progressivement la pression, permettant au fluide d’exercer une force uniforme sur la matière. Cette montée en pression est soigneusement contrôlée pour éviter tout défaut de déformation ou de rupture.
4. Formation de la pièce
Sous la pression exercée par le fluide, la matière métallique se déforme et prend la forme exacte des contours internes du moule. La pression appliquée est calculée en fonction du type de matériau, de l’épaisseur de la pièce et des détails du design. Le processus d’hydroformage assure une répartition uniforme des contraintes, ce qui réduit le risque de fissures ou de défauts.
5. Maintien de la pression et stabilisation (optionnel)
Dans certains cas, la pression est maintenue pendant un court laps de temps pour permettre à la pièce de se stabiliser. Cette étape assure que le matériau conserve la forme souhaitée sans ressortir ou se déformer une fois le moule ouvert. Un système de refroidissement peut être utilisé pour aider à fixer la forme avant le démoulage.
6. Démoulage et inspection
Lorsque la pièce est complètement formée, la pression est relâchée et le moule est ouvert. La pièce finie est extraite avec soin pour éviter tout dommage. Une inspection visuelle et mécanique est généralement effectuée pour vérifier la conformité aux spécifications, en s’assurant que la pièce est exempte de défauts tels que plis, fissures ou déformations indésirables.
7. Ajustements et améliorations
Après inspection, des ajustements peuvent être réalisés pour les cycles suivants afin d’optimiser la pression, le temps d’application ou la vitesse du processus. L’optimisation continue permet de garantir la qualité et d’améliorer la productivité globale.
En résumé, le fonctionnement de la presse d’hydroformage est un processus hautement contrôlé et efficace, qui permet de produire des pièces complexes et précises avec un minimum de pertes de matériau et une qualité supérieure.
1. Introduction
Le chargement de la matière première dans le cadre du processus d’hydroformage est une étape fondamentale qui peut déterminer la réussite ou l’échec de la fabrication. Cette phase initiale consiste à positionner correctement une feuille ou un tube métallique dans le moule de la presse, garantissant ainsi que le matériau est prêt à subir la pression hydraulique nécessaire pour prendre la forme souhaitée. Un chargement inadéquat peut entraîner des défauts de production, tels que des déformations inégales ou des pièces hors tolérance, augmentant ainsi les rebuts et les coûts de production.
La précision et la régularité de cette étape influencent directement la qualité finale du produit. C’est pourquoi l’industrie investit de plus en plus dans des technologies avancées pour automatiser et optimiser le processus de chargement. Dans cet article, nous explorerons en détail les méthodes et les techniques utilisées pour garantir un chargement efficace, ainsi que les défis et solutions associés à cette étape cruciale.
2. Préparation du matériau

La préparation de la matière première avant le chargement dans la presse d’hydroformage est une étape cruciale qui contribue à la réussite globale du processus. Cette phase consiste à s’assurer que le matériau est prêt à être formé de manière optimale et sans défauts.
a) Sélection et préparation des matériaux
Le choix du matériau est l’une des premières considérations. L’hydroformage est utilisé pour façonner une variété de métaux, notamment l’acier, l’aluminium, et des alliages spécifiques tels que ceux à base de titane ou de cuivre. Chaque type de matériau possède des caractéristiques mécaniques particulières (malléabilité, résistance, élasticité) qui influencent la manière dont il se déforme sous pression. Les matériaux doivent être sélectionnés en fonction de l’application finale et de la complexité de la pièce.
L’épaisseur du matériau est également un facteur clé. Des matériaux trop épais peuvent nécessiter des pressions plus élevées, augmentant le risque de fissures, tandis que des matériaux trop fins peuvent se déformer de manière indésirable ou se déchirer. Une analyse préalable de la résistance et de la tolérance aux pressions permet d’ajuster l’épaisseur optimale.
b) Nettoyage et traitement préalable
Avant le chargement, les feuilles ou les tubes métalliques doivent être nettoyés pour éliminer toute impureté, graisse, ou oxydation qui pourrait affecter l’adhérence et la régularité du formage. Un nettoyage efficace permet d’améliorer la qualité de la surface de la pièce finie et de réduire les risques de défaillance liés à des défauts de surface.
Certains matériaux peuvent également subir des traitements préalables pour améliorer leur malléabilité, comme le recuit thermique. Cette étape consiste à chauffer le matériau à une température spécifique pour adoucir sa structure et le rendre plus facile à former sans compromettre sa résistance.
c) Contrôle de la qualité du matériau
Pour garantir un processus sans accroc, le matériau doit être inspecté pour identifier d’éventuels défauts tels que des fissures, des stries ou des zones de faiblesse. Les défauts préexistants peuvent entraîner des imperfections majeures pendant le formage ou provoquer l’échec du processus. Des méthodes de contrôle, telles que l’inspection visuelle, les tests par ultrasons ou les techniques de détection de microfissures, sont souvent utilisées pour s’assurer que le matériau répond aux normes de qualité avant d’être chargé dans la presse.
3. Techniques de chargement manuelles et automatisées
Le chargement de la matière première dans une presse d’hydroformage peut être effectué de manière manuelle ou automatisée, selon les besoins de production, la taille de l’installation et les contraintes de budget. Chacune de ces méthodes présente des avantages et des inconvénients spécifiques, qui influencent la qualité, la rapidité et la répétabilité du processus.
a) Méthodes de chargement manuel
Le chargement manuel implique l’intervention directe d’opérateurs pour positionner la feuille ou le tube métallique dans le moule de la presse. Cette méthode, bien qu’ancienne, est encore utilisée dans des environnements de production à faible volume ou lorsque des ajustements précis doivent être faits manuellement. Les opérateurs doivent suivre des protocoles de sécurité stricts et utiliser des outils de levage pour manipuler des pièces lourdes ou encombrantes, réduisant ainsi le risque de blessures.
Avantages :
- Coût initial plus faible par rapport à l’automatisation.
- Flexibilité pour des configurations personnalisées ou des ajustements en cours de production.
Inconvénients :
- Risques accrus d’erreur humaine, qui peuvent entraîner des défauts de positionnement.
- Temps de chargement plus long, affectant le rendement global.
- Fatigue des opérateurs qui peut diminuer la constance et la qualité.
b) Chargement automatisé
L’automatisation du chargement est devenue la norme dans les installations de production modernes qui privilégient la rapidité et la précision. Les systèmes automatisés utilisent des robots industriels, des bras articulés et des convoyeurs équipés de dispositifs de préhension tels que des ventouses ou des pinces magnétiques pour déplacer et placer la matière première de manière précise dans le moule.
Avantages :
- Précision et rapidité accrues : Les robots peuvent positionner les pièces avec une exactitude millimétrique, réduisant ainsi le risque d’erreurs de placement.
- Productivité augmentée : Le chargement automatisé permet d’accélérer le processus de production, réduisant le temps de cycle et augmentant le nombre de pièces produites par jour.
- Réduction des risques pour les opérateurs : L’automatisation minimise l’intervention humaine, réduisant les risques de blessure et de fatigue.
Inconvénients :
- Investissement initial élevé : Les systèmes automatisés nécessitent un budget important pour l’acquisition et la maintenance de l’équipement.
- Dépendance à la technologie : Des pannes techniques peuvent entraîner des arrêts de production coûteux, nécessitant des techniciens spécialisés pour les réparations.
- Moins de flexibilité : Les systèmes automatisés peuvent nécessiter des modifications ou des reprogrammations pour s’adapter aux changements de conception.
c) Comparaison entre coût, précision et rapidité
Le choix entre un système manuel et un système automatisé dépend souvent des objectifs de production et du volume de pièces à fabriquer. Dans les usines à grande échelle où la constance et la rapidité sont des priorités, l’automatisation l’emporte grâce à sa précision et son rendement supérieur. Cependant, pour des productions plus petites ou des projets personnalisés, le chargement manuel peut rester une solution viable, surtout lorsque les coûts initiaux doivent être minimisés.
En résumé, l’automatisation tend à devenir la norme pour l’hydroformage industriel grâce à ses nombreux avantages en termes de productivité et de sécurité. Je vais maintenant développer le point Positionnement et fixation dans le moule.
4. Positionnement et fixation dans le moule
Le positionnement et la fixation de la matière première dans le moule de la presse d’hydroformage représentent des étapes cruciales pour garantir le succès du processus de formage. Un alignement précis et une fixation adéquate assurent une déformation homogène et préviennent les problèmes de qualité tels que les décalages ou les plis indésirables.
a) Importance du bon positionnement
Le positionnement précis du matériau est essentiel pour que la pression exercée par le fluide hydraulique soit répartie de manière uniforme. Si la matière première est mal placée, cela peut entraîner des déformations asymétriques ou des zones faibles dans la pièce finale. Un positionnement correct garantit que le matériau reste bien centré et que ses bords ne se déplacent pas pendant le processus, ce qui est particulièrement important pour les pièces complexes où les tolérances sont serrées.
b) Technologies de positionnement avancées
Des systèmes de positionnement avancés sont souvent intégrés aux presses modernes pour automatiser et sécuriser cette étape. Des capteurs optiques et des caméras haute résolution sont utilisés pour scanner et vérifier l’alignement de la pièce avant le début du processus. Ces technologies réduisent considérablement le risque d’erreurs humaines et augmentent la précision du positionnement.
Les dispositifs de préhension, tels que les pinces automatiques et les ventouses, maintiennent la matière en place pendant le chargement et assurent sa stabilité. Certains systèmes utilisent également des guides ou des supports qui aident à positionner correctement la matière première et à la maintenir fixe pendant la fermeture du moule.
c) Précautions prises pour éviter les déplacements
Pour éviter que la matière première ne bouge sous l’effet de la pression initiale, des dispositifs de serrage peuvent être utilisés pour maintenir fermement le métal en place. Ces dispositifs garantissent que la matière reste stable, ce qui est essentiel pour obtenir une pièce uniforme. La bonne fixation aide à prévenir les erreurs de formage et à maintenir la cohérence dans la production en série.
5. Outils et équipements associés
Le chargement de la matière première dans la presse d’hydroformage s’appuie sur divers outils et équipements qui contribuent à la précision et à l’efficacité du processus. Ces dispositifs sont essentiels pour garantir un positionnement parfait, une manipulation sûre et une productivité optimale.
a) Bras robotiques et dispositifs de préhension
Les bras robotiques, souvent équipés de capteurs intelligents, jouent un rôle crucial dans le chargement automatisé. Ces bras articulés peuvent manipuler des feuilles ou des tubes métalliques avec une grande précision, les plaçant parfaitement dans le moule de la presse. Les dispositifs de préhension intégrés aux robots, tels que des ventouses à vide ou des pinces magnétiques, permettent de saisir solidement le matériau sans risque de le déformer.
Les ventouses sont idéales pour manipuler des surfaces lisses et uniformes, tandis que les pinces magnétiques sont souvent utilisées pour manipuler des métaux ferreux. L’utilisation de robots diminue le risque d’erreurs humaines et améliore la sécurité des opérateurs en réduisant leur interaction directe avec le processus.
b) Systèmes de levage et convoyeurs
Pour les installations à grande échelle, des systèmes de levage et des convoyeurs automatisés sont souvent intégrés pour transporter les matériaux des zones de stockage aux presses. Ces équipements réduisent le temps de chargement et la manipulation manuelle des matériaux, améliorant ainsi l’efficacité globale du processus. Les convoyeurs peuvent être configurés pour orienter le matériau correctement avant le chargement, garantissant ainsi un positionnement rapide et précis.
c) Intégration de capteurs et dispositifs de contrôle
Des capteurs de position et des caméras de vision artificielle sont utilisés pour vérifier que le matériau est bien aligné avant que la presse ne se ferme. Ces capteurs fournissent des données en temps réel aux systèmes de contrôle, permettant de corriger automatiquement toute déviation avant le début du processus de formage. Cela assure une précision maximale et limite les risques de défauts.
d) Logiciels de contrôle et surveillance
Les équipements de chargement automatisé sont souvent contrôlés par des logiciels spécialisés qui gèrent l’ensemble du processus. Ces logiciels assurent la synchronisation entre le mouvement des robots, l’ajustement des convoyeurs et le fonctionnement des capteurs. Ils permettent également de stocker des paramètres spécifiques pour chaque type de pièce, facilitant ainsi le chargement et le formage de produits variés avec un minimum d’ajustements.
Ces outils et équipements associés jouent un rôle clé pour garantir un chargement efficace et précis, assurant ainsi la cohérence et la qualité de la production. Je vais maintenant développer le point Sécurité et protocoles de gestion.
6. Sécurité et protocoles de gestion
La sécurité est un aspect fondamental du processus de chargement de la matière première dans une presse d’hydroformage, en raison des risques potentiels associés à la manipulation de métaux lourds et de l’utilisation d’équipements automatisés. Des protocoles stricts et des mesures de protection doivent être mis en place pour garantir la sécurité des opérateurs et l’intégrité des équipements.
a) Mesures de sécurité pour les opérateurs
Les opérateurs qui interviennent lors des étapes manuelles ou semi-automatisées doivent porter des équipements de protection individuelle (EPI), tels que des gants résistants aux coupures, des lunettes de protection et des chaussures de sécurité. La formation régulière des opérateurs est essentielle pour qu’ils soient informés des meilleures pratiques et des dangers potentiels liés aux machines.
b) Protocoles pour éviter les accidents
Les zones de travail doivent être équipées de dispositifs d’arrêt d’urgence facilement accessibles pour interrompre rapidement le processus en cas de problème. Les machines automatisées sont également munies de capteurs de sécurité qui détectent la présence humaine et arrêtent l’équipement en cas d’intrusion inattendue.
c) Prévention des dommages au matériel
Les protocoles de gestion incluent la vérification régulière des outils de préhension, des bras robotiques et des convoyeurs pour garantir leur bon fonctionnement. Des inspections de routine permettent de détecter les signes d’usure ou les défaillances potentielles avant qu’elles n’entraînent des pannes coûteuses ou des accidents.
Ces mesures de sécurité et protocoles de gestion assurent un environnement de travail sûr et un processus de chargement fiable et efficace. Je vais maintenant développer le point Problèmes courants et solutions.
7. Problèmes courants et solutions
Même avec des protocoles bien établis et des équipements avancés, le processus de chargement de la matière première dans une presse d’hydroformage peut parfois rencontrer des problèmes. Identifier et résoudre ces problèmes est essentiel pour maintenir la productivité et la qualité de la production.
a) Désalignement du matériau
L’un des problèmes les plus fréquents est le désalignement de la matière première lors du chargement. Un matériau mal positionné peut entraîner une déformation irrégulière et compromettre la qualité de la pièce finie. Pour pallier ce problème, l’utilisation de capteurs de position et de caméras de vision industrielle permet de vérifier l’alignement de la matière en temps réel et de corriger les erreurs automatiquement avant le début du formage.
b) Mauvaise adhérence et glissement
Il peut arriver que la matière première glisse ou se déplace pendant le chargement, surtout si des surfaces lisses sont impliquées. Ce problème peut être atténué par l’utilisation de dispositifs de préhension ajustables, tels que des ventouses à forte succion ou des pinces renforcées. De plus, l’application de revêtements antidérapants temporaires sur la matière peut aider à améliorer l’adhérence pendant la manipulation.
c) Déformations initiales dues à la pression
Lorsqu’une pression est appliquée pour la première fois, des déformations prématurées ou des plis peuvent se former si la matière n’est pas correctement maintenue. Pour prévenir cela, des dispositifs de serrage ou de supports spécialisés peuvent être intégrés pour maintenir la pièce en place. Ces dispositifs garantissent que le matériau reste stable et immobile jusqu’à ce que la pression soit appliquée de manière contrôlée.
d) Solutions logicielles
L’intégration de logiciels de surveillance avancés permet de détecter rapidement tout écart par rapport aux paramètres normaux. Ces systèmes alertent l’opérateur et, dans certains cas, apportent des corrections automatiques pour éviter que le problème n’affecte le reste du processus de production.
Grâce à ces solutions et ajustements, les défis courants liés au chargement de la matière première peuvent être efficacement gérés pour assurer la continuité et la qualité de la production. Je vais maintenant développer la conclusion pour clore l’article.
Pour développer un contenu détaillé de 2000 mots sur la fermeture du moule dans le cadre de l’hydroformage, je vais approfondir les aspects techniques, les étapes, les équipements et les défis liés à cette phase essentielle. Voici un plan détaillé
La fermeture du moule est une étape essentielle dans le processus d’hydroformage. Elle détermine la capacité de la presse à appliquer la pression nécessaire pour modeler la matière première sans fuites ni imperfections. Une fermeture correcte du moule garantit que le fluide hydraulique reste confiné, permettant ainsi à la pression d’être uniformément répartie sur le matériau. En revanche, une fermeture défectueuse peut entraîner des défauts de formage, des fuites de fluide et une pièce de qualité inférieure, augmentant les coûts de production et les taux de rebut.
Dans le cadre de l’hydroformage, où les tolérances sont souvent très strictes, la précision de la fermeture du moule influence directement le résultat final. Cet article explore en détail les aspects techniques, les technologies avancées et les protocoles de sécurité qui entourent cette étape cruciale. Nous examinerons également les problèmes courants qui peuvent survenir et les solutions pour y remédier, ainsi que les pratiques de maintenance nécessaires pour maintenir la qualité et la longévité du système.
2. Description du moule et de ses composants
Le moule utilisé dans le processus d’hydroformage joue un rôle fondamental dans la qualité et la précision de la pièce finale. Comprendre sa structure et ses composants est essentiel pour appréhender l’importance de la fermeture du moule et son influence sur le résultat du formage.
a) Structure et matériaux du moule
Les moules sont généralement fabriqués en acier trempé ou en alliages durs capables de résister à des pressions élevées et à l’usure répétée. La solidité des matériaux assure la durabilité du moule et sa capacité à maintenir sa forme même sous des pressions extrêmes. Certains moules peuvent être recouverts d’un revêtement spécial pour améliorer la résistance à la corrosion et faciliter le démoulage des pièces.
b) Parties mobiles et mécanismes de fermeture
Les moules d’hydroformage sont composés de deux parties principales : la partie supérieure (poinçon) et la partie inférieure (matrice). Ces parties se rejoignent lors de la fermeture pour créer une chambre étanche où le fluide hydraulique est introduit. Les mécanismes de fermeture peuvent varier selon le type de presse utilisée, mais la plupart des systèmes emploient des vérins hydrauliques ou des mécanismes mécaniques robustes pour assurer la fermeture et le maintien des deux parties du moule.
Des systèmes de guidage et des goupilles de centrage aident à aligner parfaitement les deux moitiés du moule pour éviter tout désalignement qui pourrait compromettre l’étanchéité et la qualité de la pièce.
c) Différents types de moules
Les moules peuvent être classés en plusieurs catégories en fonction de la complexité de la pièce à fabriquer. Les moules simples sont utilisés pour des formes relativement basiques, tandis que des moules à double action ou multi-segments peuvent être employés pour des pièces plus complexes nécessitant un formage avancé.
Chaque type de moule a ses propres exigences en matière de fermeture pour assurer une pression uniforme et une qualité constante. Les moules sophistiqués intègrent souvent des mécanismes de verrouillage avancés pour garantir une fermeture parfaite même sous des charges importantes.
3. Processus de fermeture du moule
La fermeture du moule est une opération qui exige précision et force pour garantir un formage efficace de la matière première. Cette étape doit être réalisée de manière méthodique pour assurer que le moule soit parfaitement hermétique et que la pression hydraulique puisse être appliquée uniformément. Voici comment se déroule le processus de fermeture du moule dans une presse d’hydroformage.
a) Méthodes et mécanismes de fermeture
La fermeture du moule peut se faire par des mécanismes mécaniques ou hydrauliques. Les vérins hydrauliques sont couramment utilisés pour assurer une force de fermeture constante et puissante. Ces vérins permettent de maintenir les deux parties du moule ensemble avec une pression uniforme et suffisamment élevée pour résister aux forces exercées par le fluide sous pression pendant le formage.
Les presses modernes utilisent souvent des systèmes à double vérin qui appliquent la même force sur toute la surface de fermeture. Cette répartition uniforme aide à éviter les décalages et assure un contact étroit entre les deux moitiés du moule.
b) Synchronisation des mouvements
Pour une fermeture réussie, la synchronisation entre la montée de la pression hydraulique et la fermeture du moule doit être parfaitement réglée. Si le moule se ferme trop vite ou trop lentement par rapport à la montée en pression, des fuites ou des déformations de la matière peuvent survenir. Les systèmes de contrôle automatisés jouent un rôle clé dans la synchronisation, surveillant et ajustant les paramètres en temps réel pour garantir que le moule se ferme et reste hermétique.
c) Rôle des systèmes de verrouillage
Les systèmes de verrouillage sont essentiels pour maintenir la stabilité du moule pendant le formage. Ces mécanismes, qui incluent des goupilles et des crochets de verrouillage, assurent que le moule reste fermement scellé même lorsque la pression à l’intérieur atteint son maximum. Le verrouillage mécanique peut être renforcé par des dispositifs hydrauliques qui ajoutent une pression supplémentaire pour assurer l’étanchéité.
Les avancées dans la conception des moules ont permis d’intégrer des technologies qui garantissent une fermeture précise et stable. Par exemple, des capteurs de pression intégrés peuvent détecter toute baisse de pression anormale qui pourrait indiquer une fuite, permettant ainsi d’interrompre le processus et de corriger le problème avant que la production ne soit affectée.
Cette coordination minutieuse et l’utilisation de technologies avancées assurent que la fermeture du moule soit efficace et conforme aux normes de qualité élevées de l’hydroformage. Je vais maintenant développer le point Technologies avancées pour améliorer la fermeture du moule.
4. Technologies avancées pour améliorer la fermeture du moule
L’usage de technologies avancées dans le processus de fermeture du moule améliore la précision, la sécurité et l’efficacité du formage par hydroformage. Ces innovations contribuent à une production plus fiable et à des pièces de meilleure qualité.
a) Capteurs de pression et de position
Les capteurs de pression jouent un rôle crucial en surveillant l’intégrité de la fermeture du moule. Ils détectent la pression appliquée sur chaque point de contact entre les deux moitiés du moule et s’assurent qu’elle est uniforme. En cas de déséquilibre ou de chute de pression, le système peut automatiquement ajuster la force ou alerter l’opérateur d’un problème potentiel. Les capteurs de position, quant à eux, garantissent que les moitiés du moule sont parfaitement alignées avant et pendant la fermeture, évitant ainsi tout désalignement qui pourrait compromettre l’étanchéité.
b) Systèmes de contrôle électronique
Les systèmes de contrôle électronique avancés supervisent et coordonnent l’ensemble du processus de fermeture. Ces systèmes, souvent intégrés aux presses modernes, utilisent des algorithmes sophistiqués pour synchroniser la montée de la pression hydraulique avec la fermeture du moule. Ils permettent des ajustements en temps réel, assurant ainsi que la fermeture reste stable et hermétique tout au long du processus. L’automatisation réduit également le risque d’erreurs humaines, améliorant la répétabilité et la constance de la production.
c) Surveillance en temps réel et ajustements automatiques
Les technologies de surveillance en temps réel utilisent des caméras et des capteurs optiques pour détecter toute anomalie pendant la fermeture. Par exemple, des caméras peuvent suivre le mouvement des moitiés du moule et identifier tout écart par rapport aux paramètres standard. Lorsqu’une irrégularité est détectée, le système peut ajuster automatiquement la vitesse ou la force de fermeture pour compenser et éviter des défauts de formage.
Ces technologies avancées rendent le processus de fermeture du moule plus sûr, précis et efficace, contribuant ainsi à une production de haute qualité. Je vais maintenant développer le point Sécurité et protocoles lors de la fermeture du moule.
5. Sécurité et protocoles lors de la fermeture du moule
La sécurité est un aspect essentiel du processus de fermeture du moule dans l’hydroformage, en raison des forces considérables impliquées et des risques associés. Des protocoles de sécurité bien définis et des mesures de protection garantissent non seulement la sécurité des opérateurs mais aussi l’intégrité des équipements.
a) Protocoles de sécurité pour les opérateurs
Les opérateurs doivent suivre des protocoles rigoureux pour éviter tout accident lors de la fermeture du moule. Cela inclut l’utilisation d’équipements de protection individuelle (EPI) tels que des gants anti-coupure, des casques et des lunettes de sécurité. Une formation régulière est nécessaire pour familiariser le personnel avec les dangers potentiels et les procédures de réponse en cas de situation d’urgence.
Les zones autour des presses doivent être clairement délimitées et équipées de signaux d’avertissement. Seuls les opérateurs autorisés et formés doivent avoir accès aux machines pendant le processus de fermeture.
b) Mesures de protection des équipements
Pour protéger les équipements, des systèmes de verrouillage de sécurité assurent que la presse ne se ferme pas tant que toutes les conditions préalables ne sont pas remplies. Des capteurs de sécurité détectent la présence d’obstacles ou d’une intrusion humaine et arrêtent immédiatement le processus. Ces dispositifs garantissent que la fermeture ne commence que lorsque l’aire de travail est sûre.
c) Importance des procédures d’urgence
Des boutons d’arrêt d’urgence doivent être installés à proximité des postes de travail pour permettre l’interruption rapide du processus en cas de défaillance mécanique ou de situation critique. Les opérateurs doivent être formés pour réagir rapidement et efficacement afin de minimiser les risques de blessures ou de dommages à l’équipement.
Ces protocoles et mesures de sécurité assurent un environnement de travail sûr tout en préservant l’efficacité du processus de fermeture du moule. Je vais maintenant développer le point Problèmes courants et solutions.
6. Problèmes courants et solutions
Même avec des technologies avancées et des protocoles de sécurité rigoureux, des problèmes peuvent survenir lors de la fermeture du moule dans le processus d’hydroformage. Identifier et résoudre ces problèmes est essentiel pour maintenir la qualité et l’efficacité de la production.
a) Défauts de fermeture tels que fuites
L’un des problèmes les plus fréquents est la présence de fuites au niveau de la fermeture du moule. Ces fuites peuvent être dues à un mauvais alignement ou à des défauts dans la surface d’étanchéité du moule. Pour y remédier, l’utilisation de capteurs de pression et de détection de fuite peut alerter rapidement l’opérateur en cas de baisse de pression anormale. Des inspections régulières de l’état du moule et des mécanismes de verrouillage aident à prévenir ce type de problème.
b) Mauvais alignement du moule
Le désalignement des deux moitiés du moule peut entraîner des déformations asymétriques ou des pièces défectueuses. Ce problème est souvent causé par une usure des goupilles de centrage ou des mécanismes de guidage. Pour éviter cela, il est essentiel d’entretenir régulièrement ces composants et de les remplacer lorsqu’ils montrent des signes de détérioration. Les systèmes de guidage modernes dotés de capteurs de position garantissent un alignement précis lors de chaque fermeture.
c) Usure des mécanismes de fermeture
L’usure des vérins hydrauliques ou des systèmes de verrouillage peut causer une fermeture insuffisamment hermétique. Pour prévenir cette situation, des programmes de maintenance préventive doivent être mis en place, incluant la vérification des vérins, des joints et des éléments de verrouillage. Le suivi des cycles d’utilisation permet d’identifier les pièces sujettes à l’usure avant qu’elles ne posent problème.
Ces solutions, combinées à une surveillance continue et à une formation adéquate des opérateurs, aident à minimiser les risques et à assurer une fermeture efficace et fiable du moule. Je vais maintenant développer le point Maintenance et entretien du système de fermeture.
7. Maintenance et entretien du système de fermeture
Pour garantir la performance et la durabilité du système de fermeture du moule, la maintenance régulière est essentielle. L’usure des composants due aux pressions élevées et aux cycles répétitifs peut entraîner des défaillances, compromettant ainsi la qualité des pièces produites et la sécurité des opérateurs.
a) Importance de l’entretien préventif
L’entretien préventif consiste à inspecter régulièrement les mécanismes de fermeture, les vérins hydrauliques, les goupilles de centrage et les systèmes de verrouillage. Cela permet d’identifier les signes d’usure avant qu’ils ne deviennent critiques, comme des fissures dans les joints ou des pertes de pression. Un programme de maintenance bien planifié aide à minimiser les arrêts imprévus de la production et prolonge la durée de vie des équipements.
b) Méthodes de maintenance
Les méthodes courantes incluent la lubrification des pièces mobiles pour éviter le grippage, le remplacement périodique des joints d’étanchéité et la vérification de l’alignement des moitiés du moule. Des tests de pression statiques peuvent également être effectués pour s’assurer que le moule reste étanche et capable de résister aux forces appliquées lors du formage.
c) Calendrier d’entretien
Il est recommandé d’établir un calendrier d’entretien régulier, basé sur le nombre de cycles de production et les spécifications du fabricant de la presse. Un suivi précis des interventions de maintenance aide à planifier le remplacement des pièces avant qu’elles n’affectent la production.
8. Conclusion
La fermeture du moule est une étape cruciale dans le processus d’hydroformage, influençant directement la qualité et la cohérence des pièces produites. Une fermeture efficace repose sur l’utilisation de technologies avancées, des protocoles de sécurité stricts et un entretien régulier des équipements. En surveillant de près les mécanismes de fermeture et en effectuant des maintenances préventives, les entreprises peuvent garantir un processus de production fluide, réduire les risques de défauts et prolonger la durée de vie des presses. L’optimisation continue de cette étape permet d’améliorer la productivité et la fiabilité, renforçant ainsi la compétitivité des fabricants sur le marché.
1. Introduction
Le chargement de la pièce est une étape cruciale dans le processus d’hydroformage, car il détermine en grande partie la précision et la qualité du produit final. Cette phase consiste à positionner correctement la feuille ou le tube métallique dans le moule de la presse, garantissant ainsi une application homogène de la pression pendant le formage. Un chargement précis est essentiel pour éviter les défauts de fabrication, tels que les plis, les déformations ou le mauvais alignement, qui peuvent compromettre la conformité des pièces.
Les techniques de chargement ont considérablement évolué grâce aux avancées technologiques. Des méthodes manuelles aux systèmes de chargement automatisés, l’objectif est de maximiser la rapidité, la sécurité et la précision tout en minimisant les erreurs humaines. Cet article explore en détail les aspects du chargement de la pièce, les technologies associées, ainsi que les protocoles de sécurité et les solutions aux problèmes courants rencontrés dans cette étape.
Pour développer un contenu complet sur l’application de la pression dans le processus d’hydroformage, je vais explorer les aspects techniques, les types de pressions appliquées, les technologies utilisées et les défis associés à cette étape cruciale. Voici un plan structuré pour l’article :
1. Introduction
L’application de la pression est l’étape centrale du processus d’hydroformage, permettant de façonner la matière première en une pièce aux dimensions précises et à la géométrie complexe. Ce procédé utilise la force d’un fluide hydraulique, qui exerce une pression contrôlée sur le métal pour l’obliger à épouser la forme du moule. L’efficacité et la qualité de cette étape déterminent non seulement l’intégrité structurelle de la pièce formée, mais aussi sa conformité aux spécifications de conception.
L’application de la pression doit être réalisée de manière minutieuse pour éviter les défauts tels que les fissures, les plis ou les déformations indésirables. Elle exige des technologies avancées pour assurer une montée et un maintien précis de la pression, tout en garantissant la sécurité des opérateurs et la préservation des équipements. Cet article explore en détail les principes de l’application de la pression, les équipements utilisés, les défis et les solutions associées à cette étape essentielle de l’hydroformage.
Pour développer un contenu complet sur la formation de la pièce dans le processus d’hydroformage, je vais approfondir les aspects techniques, les étapes du formage, les technologies associées et les défis qui peuvent survenir. Voici un plan détaillé pour l’article :
1. Introduction
La formation de la pièce est l’étape centrale du processus d’hydroformage, où la matière première prend sa forme finale sous l’effet de la pression hydraulique. Cette phase est cruciale car elle détermine la géométrie, la qualité et la résistance de la pièce produite. La capacité de contrôler précisément la déformation du matériau permet de créer des formes complexes et homogènes, ce qui est essentiel pour des applications dans l’automobile, l’aéronautique et d’autres industries de pointe.
L’objectif de la formation de la pièce est de garantir que le métal épouse parfaitement les contours du moule sans défauts tels que des plis, des fissures ou des variations d’épaisseur. Cela nécessite une application soigneusement dosée de la pression et une gestion en temps réel de divers paramètres pour assurer la réussite du processus. Cet article explore en détail le déroulement de cette étape, les technologies associées et les solutions aux défis courants.
Pour développer un contenu détaillé de 2000 mots sur le démoulage dans le processus d’hydroformage, je vais expliquer les étapes techniques, les défis et les solutions associés, ainsi que l’importance de cette phase pour la qualité de la production. Voici un plan structuré pour l’article :
1. Introduction

Le démoulage est l’une des étapes finales et critiques du processus d’hydroformage, au cours de laquelle la pièce formée est retirée du moule. Bien que souvent perçue comme une simple phase de libération, le démoulage joue un rôle déterminant dans la préservation de la qualité et de l’intégrité de la pièce. Un démoulage mal exécuté peut entraîner des défauts tels que des fissures, des déformations ou des irrégularités de surface, affectant ainsi la fonctionnalité et l’apparence de la pièce.
Cette étape nécessite des techniques spécifiques et l’utilisation d’équipements adaptés pour garantir que la pièce se détache en douceur et sans dommage. En plus des aspects techniques, le démoulage doit être réalisé en respectant des normes de sécurité strictes pour protéger les opérateurs et les équipements. Cet article examine les principes de base du démoulage, le processus détaillé, les technologies utilisées, les défis communs et les solutions pour améliorer l’efficacité de cette étape essentielle.
2. Principes de base du démoulage
Le démoulage est une phase essentielle dans le processus d’hydroformage qui, bien exécutée, assure l’intégrité de la pièce formée. Cette étape commence immédiatement après que la pression hydraulique a été relâchée et que la pièce a pris la forme souhaitée. Comprendre les principes de base du démoulage permet de garantir un retrait fluide et de préserver la qualité de la pièce finale.
a) Rôle du démoulage dans le processus global
Le démoulage est bien plus qu’un simple retrait de la pièce du moule. C’est une phase qui influence la finition, la tolérance dimensionnelle et la résistance de la pièce. Un démoulage contrôlé et précis minimise les risques de microfissures, de distorsions ou d’autres imperfections qui pourraient compromettre les performances de la pièce.
b) Conséquences d’un démoulage mal exécuté
Un démoulage mal planifié peut endommager la pièce et réduire considérablement sa qualité. Les tensions résiduelles peuvent entraîner des fissures ou des déformations, tandis qu’un retrait trop rapide ou mal exécuté peut causer des marques et des rayures sur la surface. Cela est particulièrement problématique pour les pièces destinées à des applications critiques, où la résistance et l’esthétique sont des facteurs primordiaux.
c) Types de moules et influence sur le démoulage
Le type de moule utilisé joue un rôle crucial dans la facilité de démoulage. Les moules rigides, fabriqués en acier trempé ou en alliages résistants, sont conçus pour résister aux pressions élevées mais nécessitent des techniques spécifiques pour assurer un démoulage fluide. Les moules flexibles, quant à eux, peuvent faciliter la libération de pièces complexes grâce à leur capacité à se déformer légèrement.
La finition des surfaces internes du moule, incluant des traitements anti-adhérents ou des revêtements spéciaux, peut également aider à réduire l’adhérence entre la pièce et le moule, facilitant ainsi le démoulage. Des méthodes telles que le polissage des surfaces de contact ou l’application de lubrifiants anti-adhérents permettent d’optimiser cette phase et de garantir une extraction sans dommage.
3. Processus détaillé de démoulage
Le processus de démoulage dans l’hydroformage est une opération technique qui doit être exécutée avec soin pour garantir la qualité et l’intégrité de la pièce. Cette étape se déroule en plusieurs phases, chacune jouant un rôle important pour libérer la pièce sans dommage.
a) Séquence d’ouverture du moule
La première étape du démoulage consiste à ouvrir le moule après la dépressurisation. Les vérins ou les mécanismes de levage, souvent hydrauliques, sont utilisés pour séparer les moitiés du moule de manière uniforme et contrôlée. Cette ouverture doit être synchronisée pour éviter tout mouvement brusque qui pourrait entraîner des déformations. Des capteurs de position et des systèmes de contrôle automatisés aident à garantir une ouverture cohérente.
b) Libération de la pièce
Une fois le moule ouvert, la libération de la pièce doit se faire en douceur pour éviter tout accroc ou endommagement. Les techniques de libération peuvent varier selon la complexité de la pièce et la configuration du moule. Des dispositifs à vide, tels que des ventouses, peuvent être utilisés pour soulever et retirer délicatement la pièce, tandis que des pinces mécaniques ajustables offrent un soutien supplémentaire pour des pièces plus lourdes ou complexes.
Des méthodes assistées par des capteurs peuvent également être utilisées pour surveiller le retrait et ajuster les mouvements en temps réel, prévenant ainsi tout effort excessif ou toute torsion involontaire.
c) Ajustements pour les pièces complexes
Pour les pièces aux géométries complexes, des ajustements supplémentaires peuvent être nécessaires. Les moules à segments multiples, qui permettent de détacher progressivement la pièce en relâchant les sections, facilitent le démoulage des formes difficiles. Ces moules segmentés, souvent assistés par des vérins hydrauliques, assurent un retrait progressif, réduisant les risques de déformations.
Des agents anti-adhérents ou des revêtements spéciaux peuvent être appliqués sur le moule pour aider à la libération des pièces, en diminuant l’adhérence entre le métal formé et la surface interne du moule. Ces traitements simplifient le processus de démoulage et réduisent le risque de détérioration de la surface de la pièce.
d) Contrôle post-démoulage
Après le retrait, la pièce subit un contrôle visuel et mécanique pour vérifier l’absence de défauts tels que les fissures, les rayures ou les déformations. Cette inspection garantit que la pièce répond aux spécifications et aux normes de qualité requises.
4. Technologies et équipements associés au démoulage
Pour optimiser le processus de démoulage, l’industrie de l’hydroformage s’appuie sur diverses technologies et équipements avancés. Ces outils permettent de faciliter la libération des pièces, de réduire les risques de dommage et d’améliorer l’efficacité de la production.
a) Outils de démoulage automatiques
Les systèmes de démoulage automatique, tels que les bras robotiques équipés de pinces ou de ventouses à vide, sont couramment utilisés pour extraire les pièces de manière précise et uniforme. Ces dispositifs permettent de contrôler la force appliquée et de garantir que la pièce est soulevée et déplacée sans torsion ni pression excessive. L’automatisation du démoulage offre l’avantage de réduire le temps de cycle et d’améliorer la sécurité en limitant l’intervention humaine dans des zones à risque élevé.
b) Capteurs de position et surveillance assistée par ordinateur
Les capteurs de position et les systèmes de vision artificielle jouent un rôle clé dans la surveillance du démoulage. Ces capteurs permettent de suivre l’alignement et le mouvement de la pièce pendant l’extraction, offrant des ajustements en temps réel pour éviter les mouvements erronés. Les systèmes de surveillance assistée par ordinateur permettent de suivre les paramètres critiques et d’alerter en cas de déviation par rapport aux normes établies.
c) Logiciels de contrôle et automatisation
Des logiciels sophistiqués sont utilisés pour coordonner l’ensemble du processus de démoulage. Ils gèrent la vitesse, la force de retrait et la séquence des mouvements, assurant une extraction fluide et uniforme. Les systèmes d’automatisation intègrent souvent des algorithmes prédictifs qui ajustent les paramètres en fonction des caractéristiques de chaque pièce, garantissant une performance constante et prévenant les défaillances.
d) Solutions pour les pièces complexes
Pour le démoulage de pièces aux géométries complexes, des équipements tels que des moules segmentés et des mécanismes de libération progressive sont employés. Ces dispositifs permettent de libérer la pièce section par section, réduisant les risques de tension interne et facilitant l’extraction.
Ces technologies et équipements associés jouent un rôle essentiel pour assurer un démoulage précis et sûr, améliorant ainsi la productivité et la qualité de la production. Je vais maintenant développer le point Défis courants et solutions.
5. Défis courants et solutions
Le processus de démoulage dans l’hydroformage peut présenter divers défis, notamment des problèmes d’adhérence, de fissuration et de déformation. Pour maintenir l’intégrité des pièces et garantir une production sans faille, il est essentiel de comprendre ces problèmes et de connaître les solutions adaptées.
a) Problèmes d’adhérence entre la pièce et le moule
L’un des problèmes courants rencontrés lors du démoulage est l’adhérence excessive entre la pièce et le moule. Cela peut être dû à des irrégularités sur les surfaces internes du moule ou à des propriétés spécifiques du matériau formé. Pour résoudre ce problème, des revêtements anti-adhérents, tels que des couches de PTFE ou des lubrifiants spéciaux, peuvent être appliqués sur les surfaces du moule. Ces revêtements réduisent la friction et facilitent le retrait de la pièce sans endommagement.
b) Fissures et déformations
Des fissures ou des déformations peuvent apparaître si la pièce est soumise à des forces inégales ou à des mouvements brusques pendant le démoulage. Pour prévenir ces défauts, l’utilisation de systèmes de démoulage à vitesse contrôlée est essentielle. Ces systèmes ajustent la force de retrait en fonction de la résistance de la pièce et de sa forme. Des capteurs de pression et des systèmes de surveillance en temps réel aident à détecter toute anomalie dans le processus, permettant des ajustements immédiats pour éviter d’endommager la pièce.
c) Tensions internes et libération progressive
Certaines pièces complexes ou de grande taille peuvent accumuler des tensions internes pendant le processus de formage. Ces tensions peuvent entraîner des déformations soudaines lors du démoulage. L’utilisation de moules segmentés ou de mécanismes de libération progressive permet de réduire ces tensions en libérant la pièce en plusieurs étapes. Ces méthodes de démoulage par étapes garantissent que la pression est relâchée de manière contrôlée, évitant ainsi les déformations et les ruptures.
d) Solutions numériques et automatisation
L’intégration de logiciels de simulation et de contrôle automatisé aide à anticiper et à corriger les problèmes potentiels de démoulage. Ces programmes analysent les données des cycles précédents pour ajuster les paramètres du démoulage en temps réel. Par exemple, si une pièce nécessite un retrait plus lent pour éviter la fissuration, le logiciel peut moduler la vitesse de démoulage et la force appliquée.
Grâce à ces solutions, il est possible de réduire significativement les risques liés au démoulage, d’améliorer la qualité des pièces et de maintenir un rendement de production optimal. Je vais maintenant développer le point Mesures de sécurité pendant le démoulage.
6. Mesures de sécurité pendant le démoulage
Le démoulage dans le processus d’hydroformage implique des mouvements de pièces et d’équipements sous forte pression, ce qui peut poser des risques importants pour les opérateurs et les installations. Il est crucial de suivre des mesures de sécurité rigoureuses pour prévenir les accidents et protéger les travailleurs.
a) Précautions pour les opérateurs
Les opérateurs doivent porter des équipements de protection individuelle (EPI) tels que des gants résistants aux coupures, des lunettes de protection et des chaussures de sécurité. Ils doivent également être formés aux procédures spécifiques de démoulage et savoir comment réagir en cas de problème. Des panneaux de signalisation et des dispositifs de sécurité, comme des boutons d’arrêt d’urgence, doivent être placés à proximité pour garantir une intervention rapide en cas de défaillance.
b) Protocoles de sécurité pour le démoulage automatisé
Dans le cas de démoulage automatisé, des capteurs de détection de présence et des barrières de sécurité doivent être installés pour arrêter le processus si une personne entre dans la zone de travail. Les systèmes de démoulage doivent être programmés pour fonctionner uniquement lorsque la zone est dégagée, et un verrouillage de sécurité doit être intégré pour éviter toute activation accidentelle.
Ces mesures de sécurité garantissent un environnement de travail sûr et une gestion efficace des risques pendant le démoulage, protégeant à la fois les opérateurs et les équipements. Je vais maintenant développer le point Entretien et maintenance des moules.
7. Entretien et maintenance des moules
L’entretien régulier des moules est essentiel pour assurer un démoulage efficace et prolonger la durée de vie des équipements. La qualité et la propreté des surfaces internes du moule influencent directement la facilité du démoulage et la qualité des pièces produites. Voici quelques pratiques essentielles pour le maintien des moules dans un état optimal :
a) Importance de l’entretien des surfaces du moule
Les surfaces internes du moule doivent être inspectées régulièrement pour identifier des signes d’usure, de rayures ou de dépôts de matériau qui pourraient provoquer une adhérence accrue. Des traitements périodiques, tels que le polissage ou l’application de revêtements anti-adhérents, aident à conserver une surface lisse et à faciliter le démoulage.
b) Méthodes de maintenance préventive
La maintenance préventive comprend le nettoyage fréquent des moules pour éliminer les résidus métalliques et les contaminants. L’utilisation de solvants spéciaux et de brosses douces garantit que les surfaces restent propres sans les endommager. Des vérifications des joints et des mécanismes de verrouillage doivent également être effectuées pour s’assurer qu’ils fonctionnent correctement et ne causent pas de problèmes lors de la fermeture et de l’ouverture du moule.
c) Prolongation de la durée de vie des moules
L’application de revêtements protecteurs, comme des couches de nitruration ou de carburation, augmente la résistance des moules à l’usure et à la corrosion. Ces traitements réduisent la fréquence des réparations et des remplacements, contribuant ainsi à des coûts de maintenance réduits et à une meilleure productivité.
Fonctionnement de la presse d’hydroformage

La presse d’hydroformage est une machine spécialisée qui utilise un fluide sous haute pression pour façonner des pièces métalliques, notamment des tubes et des feuilles. Ce procédé est particulièrement apprécié dans les industries automobile, aéronautique et de l’électronique en raison de sa capacité à produire des pièces légères, résistantes et géométriquement complexes en une seule opération. Voici un aperçu détaillé du fonctionnement de la presse d’hydroformage, étape par étape.
1. Chargement de la matière première
La première étape du processus consiste à placer la matière première, souvent une feuille ou un tube métallique, dans le moule de la presse. Un positionnement précis est essentiel pour garantir une application uniforme de la pression. Les systèmes modernes automatisent cette étape, utilisant des robots et des capteurs pour positionner la matière première avec une grande précision.
2. Fermeture du moule
Une fois la matière en place, le moule est fermé hermétiquement. Ce moule est composé de deux moitiés qui se rejoignent pour enfermer le métal. La fermeture est effectuée par des vérins hydrauliques qui assurent une pression de maintien élevée, empêchant toute fuite de fluide et garantissant que le métal se forme uniquement dans les limites du moule.
3. Application de la pression hydraulique
Avec le moule fermé, la presse d’hydroformage injecte un fluide hydraulique sous très haute pression à l’intérieur du moule ou du tube. La pression exercée pousse le métal à épouser les contours du moule. La montée en pression se fait progressivement pour éviter que le métal ne se déchire ou ne se fissure.
4. Formation de la pièce
Sous l’effet de la pression hydraulique, la matière première se déforme et prend la forme exacte du moule. Cette déformation contrôlée garantit une pièce homogène, sans plis ni défauts structurels, et respectant des tolérances serrées. La pression est maintenue pendant quelques instants pour stabiliser la forme de la pièce.
5. Démoulage
Une fois la forme stabilisée, la pression est relâchée et le moule est ouvert. La pièce formée est ensuite extraite. Des outils de démoulage, tels que des pinces et des dispositifs à vide, sont souvent utilisés pour libérer la pièce sans risque de déformation.
Avantages du processus d’hydroformage
- Précision et complexité des formes : L’hydroformage permet de réaliser des pièces aux géométries complexes et aux tolérances serrées.
- Réduction des opérations secondaires : Ce processus minimise le besoin d’assemblage et de soudure, augmentant ainsi l’intégrité structurelle.
- Économie de matériau : La déformation contrôlée permet d’optimiser l’utilisation du métal, réduisant les déchets.
Conclusion
Le fonctionnement de la presse d’hydroformage repose sur une séquence coordonnée de chargement, de fermeture, d’application de la pression, de formation et de démoulage. Ce processus permet de produire des pièces de haute qualité, légères et durables, ce qui en fait un choix privilégié pour des applications industrielles avancées.
Pour rédiger un contenu complet de 2000 mots sur le chargement de la matière première dans le contexte de l’hydroformage, je vais aborder l’ensemble des aspects de cette étape cruciale, y compris la préparation du matériau, les technologies de chargement, les techniques d’alignement et de fixation, et les défis associés. Voici un plan détaillé pour le contenu :
1. Introduction
Dans le processus d’hydroformage, le chargement de la matière première est une étape initiale et essentielle qui conditionne la précision et la qualité du produit final. Cette phase consiste à positionner correctement une feuille ou un tube métallique dans le moule de la presse, où il subira ensuite la pression hydraulique nécessaire pour prendre la forme souhaitée. Un chargement précis est fondamental pour éviter les défauts de fabrication, comme les plis ou les déformations, et pour assurer que la pression est répartie uniformément pendant le formage.
Les technologies utilisées pour le chargement ont beaucoup évolué, passant des méthodes manuelles aux systèmes automatisés sophistiqués. L’automatisation permet de maximiser la rapidité et la sécurité tout en minimisant les erreurs humaines. Cet article explore en détail tous les aspects du chargement de la matière première, y compris la préparation des matériaux, les techniques d’alignement et de fixation, les défis rencontrés, et les mesures de sécurité nécessaires pour assurer un processus efficace et sûr.
2. Sélection et préparation de la matière première
La sélection et la préparation de la matière première sont des étapes cruciales dans le processus de chargement pour l’hydroformage. En effet, la qualité, les propriétés mécaniques et la propreté du matériau influencent directement la réussite du formage, la précision de la pièce finale, et la durée de vie des équipements.
a) Choix des matériaux pour l’hydroformage
Les matériaux couramment utilisés dans l’hydroformage incluent l’acier inoxydable, l’aluminium, le cuivre et divers alliages légers, chacun offrant des caractéristiques spécifiques en termes de malléabilité et de résistance. Le choix du matériau dépend de l’application finale et des exigences de performance de la pièce. Par exemple, les alliages d’aluminium, prisés pour leur légèreté, sont souvent préférés dans l’industrie automobile pour fabriquer des composants réduisant le poids des véhicules.
L’épaisseur de la matière première est également déterminante. Les feuilles ou tubes trop épais nécessitent des pressions plus élevées, augmentant les risques de fissures et de défauts de surface. En revanche, un matériau trop fin peut se déformer excessivement ou se déchirer sous pression.
b) Nettoyage et traitements préalables
Avant d’être chargée dans la presse, la matière première doit être soigneusement nettoyée pour éliminer toute impureté, graisse ou oxydation. Cette étape garantit une meilleure adhérence au moule et une déformation uniforme lors du formage. Dans certains cas, des traitements thermiques comme le recuit peuvent être appliqués pour augmenter la malléabilité du matériau, ce qui aide à minimiser les risques de déformation et de défaillance pendant le formage.
c) Contrôle de la qualité
Un contrôle de qualité rigoureux est indispensable avant le chargement pour vérifier la conformité de l’épaisseur, la présence éventuelle de microfissures ou de défauts de surface. Des inspections visuelles et des tests non destructifs, comme les ultrasons, permettent de garantir que la matière première est exempte de défauts qui pourraient compromettre la qualité de la pièce finale.
3. Techniques de chargement manuel et automatisé
Dans le processus d’hydroformage, le chargement de la matière première peut être réalisé de manière manuelle ou automatisée, en fonction des besoins de production, des ressources disponibles et des contraintes de précision. Chaque approche présente des avantages spécifiques, ainsi que des inconvénients, en termes de coût, de rapidité et de précision.
a) Méthodes de chargement manuel
Le chargement manuel implique l’intervention directe d’opérateurs pour placer la matière première (feuille ou tube) dans le moule. Cette méthode est souvent privilégiée dans les environnements de production à faible volume ou pour des pièces personnalisées nécessitant des ajustements précis. Les opérateurs manipulent généralement la matière avec des outils de levage adaptés pour éviter les blessures et les erreurs de positionnement.
Avantages :
- Flexibilité : Permet des ajustements rapides pour les pièces uniques ou petites séries.
- Coût initial faible : Pas de dépenses pour l’automatisation.
Inconvénients :
- Précision variable : Dépend fortement de l’expérience de l’opérateur, ce qui peut introduire des erreurs de positionnement.
- Productivité limitée : Moins adapté aux productions de grande envergure.
- Risques de fatigue : Les opérateurs peuvent être sujets à la fatigue, ce qui peut affecter la régularité du chargement.
b) Chargement automatisé
Le chargement automatisé utilise des technologies avancées, notamment des robots industriels, des convoyeurs et des systèmes de préhension pour manipuler et positionner la matière première dans le moule. Ces systèmes peuvent être équipés de ventouses, de pinces magnétiques ou de pinces mécaniques pour saisir et déposer les pièces avec précision. Des capteurs et caméras sont souvent intégrés pour assurer un positionnement parfait en temps réel.
Avantages :
- Précision élevée : Les robots peuvent positionner les pièces avec une précision millimétrique, minimisant ainsi le risque d’erreur.
- Productivité accrue : L’automatisation permet un chargement rapide et constant, idéal pour les productions à grande échelle.
- Réduction des risques pour les opérateurs : Les robots effectuent les tâches répétitives et lourdes, réduisant ainsi l’exposition des travailleurs à des risques de blessures.
Inconvénients :
- Coût initial élevé : L’investissement dans les robots et autres équipements de chargement automatisé peut être conséquent.
- Dépendance technologique : Les pannes d’équipement peuvent entraîner des arrêts de production coûteux, nécessitant des techniciens spécialisés pour les réparations.
- Flexibilité limitée : Les systèmes automatisés nécessitent des ajustements ou des reconfigurations pour s’adapter à des variations fréquentes de production.
c) Comparaison : coût, précision et rapidité
Dans les installations de production modernes où la constance, la rapidité et la précision sont essentielles, l’automatisation du chargement est privilégiée. Cependant, le chargement manuel reste adapté pour des productions en petite série ou des projets nécessitant une flexibilité accrue et des coûts initiaux réduits.
Ces techniques, qu’elles soient manuelles ou automatisées, influencent directement la qualité et l’efficacité de l’hydroformage. Je vais maintenant développer le point Positionnement et alignement précis.
4. Positionnement et alignement précis
Le positionnement et l’alignement précis de la matière première sont des étapes essentielles pour assurer un formage homogène et éviter les défauts de fabrication dans le processus d’hydroformage. Un alignement incorrect peut entraîner une déformation inégale de la pièce, créant des défauts de tolérance qui affectent la qualité et la conformité du produit final.
a) Importance du positionnement dans le moule
Le positionnement précis de la matière première garantit que la pression appliquée se répartit uniformément sur la surface, permettant à la pièce de se former correctement et de répondre aux exigences dimensionnelles. Un alignement décalé peut entraîner des plis ou des distorsions, ce qui oblige souvent à retravailler ou à jeter la pièce défectueuse.
b) Technologies et capteurs pour le positionnement
Des technologies avancées, telles que des capteurs de position et des systèmes de vision assistée par ordinateur, sont largement utilisées dans les installations automatisées pour garantir un placement parfait de la matière première. Les capteurs de position détectent en temps réel l’emplacement exact de la pièce dans le moule, permettant des ajustements automatiques. Les caméras de vision industrielle capturent des images de haute résolution et vérifient la précision du placement, minimisant ainsi le risque de décalage.
Certains systèmes utilisent des guides mécaniques et des goupilles de centrage pour faciliter le positionnement manuel, aidant les opérateurs à placer la matière première de manière répétable et précise.
c) Précautions pour éviter les erreurs d’alignement
Des protocoles de vérification régulière et des inspections visuelles sont nécessaires pour détecter tout décalage ou problème d’alignement. Dans les systèmes automatisés, les logiciels de contrôle vérifient les données du capteur pour détecter les écarts par rapport aux valeurs de référence, permettant une correction immédiate si une anomalie est détectée. Cette surveillance et ces ajustements continus réduisent les risques d’erreurs et garantissent une qualité de production constante.
5. Fixation et stabilisation dans le moule
Une fois la matière première positionnée avec précision dans le moule, sa fixation et sa stabilisation sont des étapes essentielles pour garantir une déformation uniforme et une qualité optimale de la pièce formée. La fixation empêche tout mouvement ou glissement de la matière pendant l’application de la pression, assurant ainsi que la forme finale soit conforme aux spécifications.
a) Dispositifs de fixation pour maintenir la matière en place
Dans le processus d’hydroformage, divers dispositifs de fixation sont utilisés pour maintenir fermement la feuille ou le tube métallique dans le moule. Des pinces mécaniques et des vérins hydrauliques exercent une pression sur les bords de la matière première pour l’empêcher de bouger. Ces dispositifs sont souvent automatisés pour synchroniser leur fonctionnement avec le reste du processus, garantissant une fixation rapide et uniforme.
b) Techniques de stabilisation pour éviter les mouvements indésirables
Pour les matériaux de grande taille ou de formes complexes, des systèmes de stabilisation avancés sont employés. Par exemple, des guides de maintien et des coussinets de serrage spécialement conçus peuvent être ajoutés pour s’assurer que la matière reste stable, même sous des pressions élevées. Certains systèmes de fixation utilisent également des dispositifs de préhension par ventouses pour éviter toute déformation ou mouvement involontaire pendant le formage.
c) Importance de la fixation pour une distribution uniforme de la pression
Une fixation stable garantit que la pression hydraulique se répartit de manière homogène, permettant au matériau de prendre la forme exacte du moule sans déformation irrégulière. Cela est crucial pour les pièces aux tolérances serrées, car un mouvement, même minime, pourrait entraîner des défauts. Les systèmes de fixation avancés sont donc indispensables pour la précision et la répétabilité du processus d’hydroformage, particulièrement dans les industries où la qualité des pièces est primordiale.
6. Technologies avancées dans le chargement
L’intégration de technologies avancées dans le processus de chargement permet d’améliorer la précision, la rapidité et la sécurité, tout en réduisant les erreurs humaines. Ces innovations optimisent chaque étape, du positionnement de la matière première à son alignement et sa fixation, garantissant un processus fluide et fiable.
a) Intelligence artificielle et automatisation du positionnement
Des systèmes de chargement automatisés basés sur l’intelligence artificielle (IA) permettent un positionnement précis et rapide de la matière première. En utilisant des algorithmes d’apprentissage automatique, les systèmes de chargement peuvent adapter les paramètres de positionnement en fonction des données des cycles précédents, optimisant ainsi la précision et limitant les erreurs. Ces systèmes peuvent également prévoir les ajustements nécessaires pour différents types de matériaux et formes, rendant le processus de chargement plus adaptable.
b) Capteurs de force et surveillance en temps réel
Les capteurs de force sont utilisés pour mesurer et réguler la pression exercée lors de la fixation de la matière première, évitant les déformations ou dommages. En surveillant en temps réel les forces appliquées, ces capteurs permettent d’ajuster automatiquement les dispositifs de préhension pour garantir une fixation stable. Les données recueillies par ces capteurs sont analysées par des systèmes de surveillance qui permettent aux opérateurs de détecter et de corriger les écarts en temps réel.
c) Logiciels de contrôle et optimisation
Les logiciels de contrôle automatisés jouent un rôle central dans la coordination des étapes de chargement. Ils permettent de synchroniser les mouvements des robots, des vérins et des dispositifs de préhension, optimisant ainsi l’efficacité du processus. Ces logiciels incluent souvent des fonctions d’auto-diagnostic pour repérer les anomalies, et des interfaces de commande intuitive qui permettent aux opérateurs d’ajuster les paramètres en fonction des spécifications de la production.
Ces technologies avancées contribuent à une meilleure répétabilité et à une qualité constante, rendant le processus de chargement plus performant dans les environnements de production exigeants. Je vais maintenant développer le point Problèmes courants et solutions.
7. Problèmes courants et solutions
Le chargement de la matière première dans le processus d’hydroformage peut parfois rencontrer divers problèmes qui affectent la qualité des pièces produites. Identifier ces problèmes et mettre en place des solutions efficaces est crucial pour assurer une production continue et sans défauts.
a) Défauts de positionnement et de décalage
Un positionnement incorrect peut entraîner des plis, des déformations ou des tolérances non conformes dans la pièce finale. Cela est souvent dû à une mauvaise calibration des capteurs ou à une fixation insuffisante. Pour résoudre ce problème, des systèmes de vision et de capteurs de position sont utilisés pour surveiller et corriger automatiquement l’alignement de la matière. Les systèmes de guidage automatisé avec des logiciels de vérification en temps réel permettent de détecter et corriger les erreurs d’alignement avant que le processus de formage ne commence.
b) Mauvaise adhérence et glissement
Dans certains cas, la matière peut glisser ou se déplacer pendant le chargement, surtout si la surface est lisse ou recouverte d’impuretés. Pour éviter ce problème, des dispositifs de préhension tels que ventouses à vide ou pinces ajustables peuvent être utilisés pour maintenir fermement la pièce en place. Des traitements de surface, comme l’application d’un revêtement antidérapant temporaire, permettent également de réduire le risque de glissement.
c) Erreurs de calibration
Des erreurs de calibration des dispositifs de fixation et des capteurs peuvent entraîner des erreurs répétées de chargement. L’utilisation de protocoles de maintenance préventive et de vérifications régulières de l’équipement assure que les calibrations restent précises. Des contrôles de routine aident à identifier les signes d’usure ou les dérèglements avant qu’ils ne perturbent la production.
Grâce à ces solutions, les problèmes courants lors du chargement peuvent être efficacement gérés pour améliorer la qualité des pièces et la fiabilité du processus d’hydroformage. Je vais maintenant développer le point Sécurité et protocoles de gestion.
Pour rédiger un contenu complet de 2000 mots sur la fermeture du moule dans le processus d’hydroformage, je vais explorer en détail chaque aspect technique, les types de moules, les systèmes de verrouillage, les défis et solutions associés. Voici un plan structuré pour cet article :
1. Introduction

La fermeture du moule est une étape fondamentale dans le processus d’hydroformage, car elle assure que la matière première reste bien en place pendant le formage sous haute pression. Une fermeture précise et hermétique est essentielle pour garantir que la pression du fluide hydraulique se concentre uniquement sur la pièce à former, permettant ainsi de produire des pièces précises et de haute qualité.
Cette phase a une influence directe sur la qualité, la répétabilité et la sécurité du processus d’hydroformage. Une fermeture incorrecte peut provoquer des fuites de pression, des défauts de forme, ou même des déformations de la matière, entraînant des pertes de productivité et des coûts supplémentaires. Des systèmes de verrouillage avancés et des technologies de capteurs sont souvent utilisés pour assurer un positionnement parfait des parties du moule et une fermeture stable.
Cet article explore en détail chaque aspect de la fermeture du moule, depuis les types de moules utilisés jusqu’aux mesures de sécurité et de maintenance, afin de garantir une opération efficace et sans défauts.
2. Description des moules et des types de fermeture
Dans le processus d’hydroformage, le moule est un composant clé qui confère à la pièce sa forme finale. La conception et les caractéristiques du moule influencent directement la qualité de la pièce, la facilité de démoulage et la durée de vie de l’équipement.
a) Structure des moules utilisés en hydroformage
Les moules pour l’hydroformage sont généralement constitués de deux parties : une partie supérieure (poinçon) et une partie inférieure (matrice). Ces deux moitiés sont alignées avec précision pour enfermer la matière première, permettant une application uniforme de la pression. Le moule doit être conçu pour résister aux pressions élevées du fluide hydraulique sans déformation.
Les matériaux utilisés pour les moules incluent l’acier trempé, les alliages de titane et parfois des matériaux composites renforcés. Ces matériaux sont choisis pour leur résistance aux forces extrêmes, leur durabilité, et leur capacité à maintenir des tolérances précises même après de nombreux cycles de production.
b) Types de moules : simples, à double action, et segmentés
Les moules en hydroformage peuvent être classés en plusieurs catégories selon leur complexité et leur usage :
- Moules simples : Ces moules sont utilisés pour des formes basiques et comportent deux moitiés classiques.
- Moules à double action : Ils permettent des mouvements supplémentaires pour des formes plus complexes, comme des reliefs ou des angles serrés.
- Moules segmentés : Composés de plusieurs segments mobiles, ils facilitent le démoulage de pièces aux géométries complexes, car chaque segment peut se déplacer indépendamment pour libérer la pièce sans l’endommager.
c) Influence sur la fermeture
Les différents types de moules nécessitent des méthodes de fermeture spécifiques. Les moules segmentés, par exemple, exigent une synchronisation complexe des segments pour une fermeture hermétique. Un mauvais alignement peut causer des défauts de forme ou des fuites de fluide.
3. Processus de fermeture du moule
La fermeture du moule est une opération qui doit être réalisée avec précision pour garantir une étanchéité parfaite et éviter toute fuite de fluide lors de l’application de la pression hydraulique. Cette étape est essentielle pour obtenir des pièces conformes aux tolérances de production et aux normes de qualité.
a) Séquence de fermeture et alignement des parties du moule
Avant d’appliquer la pression, les deux moitiés du moule doivent être parfaitement alignées et fermées. Dans une presse d’hydroformage, le moule se ferme grâce à des vérins hydrauliques ou mécaniques, qui exercent une force uniforme sur les deux parties pour les maintenir fermement en place. Ce processus est souvent automatisé pour garantir que les moitiés se rejoignent avec précision. Des goupilles de centrage et des guides permettent d’assurer un alignement parfait, réduisant le risque de désalignement ou de décalage.
Pour des moules plus complexes, composés de segments multiples, la fermeture est plus sophistiquée. Chaque segment doit se déplacer de manière synchronisée pour éviter les écarts de positionnement. La synchronisation des segments se fait généralement à l’aide de systèmes de contrôle électroniques et de capteurs de position.
b) Synchronisation des mouvements pour une fermeture hermétique
La synchronisation est cruciale pour garantir que toutes les parties du moule se rejoignent de manière simultanée. Si l’une des moitiés du moule se ferme trop vite ou trop lentement, cela peut entraîner des zones de faible pression ou des microfuites, qui affectent la distribution de la pression sur la pièce.
Les systèmes modernes utilisent des capteurs de position et des capteurs de pression pour surveiller chaque étape de la fermeture. Ces capteurs fournissent des données en temps réel qui permettent d’ajuster la vitesse et la force appliquée, assurant ainsi une fermeture homogène et stable.
c) Importance du maintien de la pression pendant la fermeture
Une fois que le moule est hermétiquement fermé, il est essentiel de maintenir cette pression de fermeture pendant toute la durée de l’hydroformage. Les vérins hydrauliques ou les systèmes mécaniques exercent une force constante pour garantir que le moule ne s’ouvre pas sous l’effet de la pression interne du fluide hydraulique.
En maintenant une pression uniforme, la presse garantit que la matière première se forme correctement et que la pièce produite respecte les tolérances de dimension et de qualité. La stabilité de la fermeture réduit les risques de défauts, tels que les plis ou les fissures, et améliore la répétabilité du processus d’hydroformage.
Le processus de fermeture du moule doit donc être exécuté avec une grande précision pour garantir un formage homogène et éviter les pertes de qualité. Je vais maintenant développer le point Technologies et systèmes de verrouillage.
4. Technologies et systèmes de verrouillage
La fermeture et le verrouillage du moule dans une presse d’hydroformage nécessitent des technologies avancées pour assurer une étanchéité parfaite et une stabilité sous pression. Le système de verrouillage permet de maintenir les deux moitiés du moule fermement en place, résistant aux forces générées par le fluide hydraulique. Voici un aperçu des principales technologies et systèmes de verrouillage utilisés.
a) Vérins hydrauliques et mécaniques pour la fermeture
Les vérins hydrauliques sont couramment utilisés pour appliquer une force élevée et uniforme aux moitiés du moule. Ces vérins sont capables de générer des pressions extrêmement élevées, ce qui est nécessaire pour garantir que le moule reste scellé même sous les pressions internes exercées par le fluide. Ils permettent également d’adapter la force appliquée en fonction des besoins spécifiques de chaque pièce.
Les vérins mécaniques, bien que moins flexibles en termes d’ajustement de la pression, sont parfois utilisés pour des applications où la force nécessaire est plus modérée ou pour des moules plus simples. Ils offrent une solution de verrouillage fiable avec une maintenance réduite par rapport aux systèmes hydrauliques.
b) Systèmes de verrouillage et de sécurité
Les systèmes de verrouillage jouent un rôle crucial dans la stabilité du moule pendant le formage. Les crochets de verrouillage, les goupilles de centrage, et les dispositifs de serrage sont utilisés pour empêcher tout déplacement accidentel du moule une fois la pression appliquée. Ces systèmes garantissent non seulement une fermeture stable mais également une sécurité accrue, en évitant que le moule ne se desserre soudainement.
Certaines presses modernes intègrent des verrouillages électroniques, contrôlés par des capteurs qui surveillent la position exacte des moitiés du moule. En cas de déviation ou de perte de force, ces systèmes de verrouillage peuvent être automatiquement ajustés pour maintenir l’étanchéité.
c) Capteurs de position et de pression
Les capteurs de position et de pression assurent une surveillance continue pendant la fermeture et le verrouillage du moule. Les capteurs de position détectent tout mouvement inattendu des moitiés du moule et ajustent automatiquement le verrouillage pour corriger le problème. Les capteurs de pression garantissent que la force de fermeture est uniformément appliquée, évitant les points faibles où des fuites pourraient survenir.
Ces technologies rendent le processus de verrouillage du moule plus sûr et plus fiable, minimisant les risques de défauts dans la pièce formée et améliorant la sécurité du processus d’hydroformage. Je vais maintenant développer le point Défis et solutions pour une fermeture efficace.
5. Défis et solutions pour une fermeture efficace
La fermeture du moule dans le processus d’hydroformage peut rencontrer plusieurs défis techniques qui peuvent affecter la qualité des pièces produites. Voici les problèmes les plus courants associés à la fermeture du moule et les solutions utilisées pour y remédier.
a) Désalignement du moule
Un désalignement des deux moitiés du moule peut entraîner des défauts de forme, des fuites de fluide et une pression inégale sur la matière première. Le désalignement est souvent causé par une usure des goupilles de centrage ou des mécanismes de guidage. Pour prévenir ce problème, des systèmes de capteurs de position et des guides mécaniques sont utilisés pour assurer un alignement parfait à chaque cycle de fermeture. Des inspections régulières des goupilles et des guides permettent également de détecter les signes d’usure et de les remplacer avant qu’ils ne causent des défauts de fermeture.
b) Fuites et microfuites de pression
Les fuites de fluide au niveau de la fermeture du moule réduisent l’efficacité du formage et peuvent entraîner des pertes de pression qui affectent la qualité de la pièce. Ces fuites peuvent être dues à des irrégularités sur les surfaces de contact du moule ou à des joints usés. Pour éviter cela, des revêtements anti-adhérents et des joints d’étanchéité renforcés sont souvent appliqués aux surfaces de fermeture. De plus, les capteurs de pression permettent de surveiller en temps réel toute perte de pression et d’alerter les opérateurs pour une intervention rapide.
c) Déformation de la matière due à une fermeture incorrecte
Une fermeture incorrecte peut causer des pressions inégales sur la matière première, entraînant des déformations et des plis dans la pièce formée. Cela est particulièrement problématique dans la production de pièces complexes où des tolérances strictes doivent être respectées. Pour y remédier, la fermeture est réalisée de manière progressive et contrôlée. Les vérins hydrauliques, associés à des capteurs de force et de pression, permettent de maintenir une pression constante et équilibrée sur toute la surface du moule.
d) Réglages de fermeture pour les moules segmentés
Pour les moules segmentés utilisés dans les pièces à géométrie complexe, chaque segment doit être aligné et verrouillé de manière coordonnée. Les systèmes de verrouillage indépendants pour chaque segment, combinés à des capteurs de synchronisation, permettent de maintenir la fermeture hermétique en minimisant les écarts.
En intégrant ces solutions et en utilisant des technologies de surveillance avancées, les fabricants peuvent réduire les risques de défauts pendant la fermeture du moule et optimiser la qualité des pièces produites. Ces ajustements rendent la fermeture plus fiable et minimisent les rebuts, contribuant ainsi à une production plus rentable et plus efficace.
6. Mesures de sécurité pendant la fermeture
La fermeture du moule dans le processus d’hydroformage présente des risques importants en raison des forces élevées en jeu et des équipements sous haute pression. La mise en place de protocoles de sécurité rigoureux est donc essentielle pour protéger les opérateurs et prévenir les incidents. Voici les principales mesures de sécurité appliquées lors de cette étape.
a) Protocoles de sécurité pour les opérateurs
Les opérateurs doivent être formés aux risques associés à la fermeture du moule et aux mesures de sécurité spécifiques à cette étape. Ils doivent porter des équipements de protection individuelle (EPI) tels que des gants, des lunettes de protection et des chaussures renforcées. La zone de travail doit également être clairement délimitée, et seules les personnes autorisées devraient pouvoir s’en approcher pendant le cycle de fermeture.
b) Dispositifs d’arrêt d’urgence
Les presses modernes d’hydroformage sont équipées de boutons d’arrêt d’urgence facilement accessibles pour interrompre immédiatement le processus en cas de problème. Ces dispositifs d’arrêt sont souvent situés à différents endroits autour de la machine pour permettre une réaction rapide de l’opérateur.
c) Surveillance électronique et verrouillage de sécurité
Des capteurs de détection de présence et des systèmes de verrouillage de sécurité sont intégrés pour empêcher toute intrusion dans la zone de travail lorsque le moule est en cours de fermeture. Ces systèmes bloquent le processus si un obstacle est détecté ou si un opérateur se trouve dans une zone dangereuse.
Ces mesures garantissent une fermeture sécurisée et protègent les opérateurs, assurant ainsi un environnement de travail plus sûr et minimisant les risques d’accident.
7. Entretien et maintenance des systèmes de fermeture
Pour garantir la performance et la longévité des systèmes de fermeture des moules dans une presse d’hydroformage, l’entretien régulier est crucial. Les systèmes de fermeture subissent des pressions extrêmes et des cycles répétitifs qui peuvent entraîner l’usure des composants, compromettant la sécurité et la précision de la fermeture.
a) Maintenance préventive des vérins et systèmes de verrouillage
Les vérins hydrauliques et les mécanismes de verrouillage sont des éléments centraux de la fermeture du moule. Un programme de maintenance préventive inclut l’inspection régulière de ces composants pour repérer tout signe d’usure ou de détérioration, comme des fuites d’huile ou une baisse de pression. Les joints d’étanchéité doivent également être contrôlés et remplacés si nécessaire pour garantir une fermeture hermétique.
b) Inspection des surfaces de contact et des goupilles de centrage
Les surfaces de contact entre les deux moitiés du moule doivent rester lisses et exemptes de résidus pour éviter les microfuites et les défauts d’alignement. Un nettoyage périodique et le polissage de ces surfaces sont recommandés pour assurer une fermeture sans accroc. Les goupilles de centrage et les guides doivent être vérifiés pour détecter tout jeu excessif qui pourrait causer un désalignement.
c) Lubrification et calibrage des composants
Une lubrification appropriée des pièces mobiles et des vérins est nécessaire pour prévenir le grippage et assurer un mouvement fluide pendant la fermeture. Des calibrages réguliers aident également à maintenir la précision et à éviter des pressions inégales qui pourraient compromettre la qualité des pièces.
8. Conclusion
La fermeture du moule est une étape essentielle du processus d’hydroformage, influençant directement la qualité, la précision et la sécurité des pièces produites. Une fermeture hermétique et bien synchronisée garantit que la pression hydraulique est efficacement appliquée, permettant un formage uniforme et sans défauts. Grâce à des technologies avancées de verrouillage, à des capteurs de position et à des systèmes de surveillance, les fabricants peuvent optimiser la fermeture du moule pour minimiser les défauts et maximiser la productivité. Un entretien régulier des composants de fermeture et des protocoles de sécurité stricts assurent une opération sûre et durable, contribuant à des performances de production optimales.
EMS Machines de Formage
Le formage du métal est un processus consistant à façonner le métal dans la forme et la taille souhaitées à l’aide de diverses techniques. Il s’agit d’un processus crucial dans l’industrie manufacturière car il permet la production de différents produits tels que des pièces automobiles, des composants d’avion, des appareils électroménagers et bien d’autres encore.
Le processus de formage du métal consiste à appliquer une force sur le métal pour changer sa forme sans enlever aucune matière. La force peut être appliquée par diverses méthodes telles que le forgeage, le laminage, l’extrusion, l’étirage et l’estampage. Chaque méthode a ses propres avantages et inconvénients, et le choix de la méthode dépend du matériau formé et de la forme souhaitée.
Le forgeage est l’une des techniques de formage des métaux les plus anciennes. Il s’agit de chauffer le métal à haute température, puis d’appliquer une force de compression à l’aide d’un marteau ou d’une presse pour donner au métal la forme souhaitée. Le forgeage est couramment utilisé pour produire de grandes pièces telles que des engrenages, des essieux et des bielles.
Le laminage est une autre technique de formage du métal qui consiste à faire passer le métal à travers une paire de rouleaux pour réduire son épaisseur ou modifier sa forme. Les rouleaux peuvent être lisses ou texturés selon la finition souhaitée. Le laminage est couramment utilisé pour produire des tôles plates, des plaques et des barres.
L’extrusion est une technique de formage du métal qui consiste à pousser une billette ou une tige métallique à travers une matrice pour créer une forme spécifique. L’extrusion peut être utilisée pour produire des formes complexes telles que des tubes, des canaux et des angles.
L’emboutissage est une technique de formage des métaux utilisée pour réaliser des pièces de forme cylindrique, comme des tubes ou des tuyaux. Le processus consiste à tirer le métal à travers une matrice pour réduire son diamètre et augmenter sa longueur. Le tréfilage est couramment utilisé dans la production de fils, de tiges et de tubes.
L’emboutissage est une technique de formage du métal qui consiste à couper, poinçonner ou plier le métal dans une forme spécifique à l’aide d’une matrice. Le processus peut être utilisé pour produire des pièces avec une grande précision et répétabilité. L’estampage est couramment utilisé dans la production de pièces automobiles, d’appareils électroménagers et d’appareils électroniques.
En plus de ces techniques, il existe de nombreuses autres méthodes de formage des métaux telles que le filage, l’emboutissage profond et l’hydroformage. Chaque méthode a ses propres avantages et inconvénients, et le choix de la méthode dépend des exigences spécifiques du produit fabriqué.
Le formage des métaux est un processus complexe qui nécessite un haut niveau de compétence et d’expertise. Le succès du processus dépend de nombreux facteurs tels que le type de matériau formé, l’équipement utilisé et l’expérience de l’opérateur. En comprenant les différentes techniques de formage des métaux et en choisissant la méthode adaptée au travail, les fabricants peuvent produire des pièces de haute qualité qui répondent aux besoins spécifiques de leurs clients.