Machines de Formage de Tôle: Machine à Filer les Métaux CNC, Cintreuse de tubes sans mandrin, Presse plieuse hydraulique horizontale, Presse à Transfert Hydraulique, Presse à Emboutissage Profond, Machine de bordage automatique, Scies à ruban pour métal
Un système de transfert pour presses hydrauliques automatise le déplacement des pièces à travailler entre les différentes stations d’une presse hydraulique. Cela permet d’augmenter la production et l’efficacité du processus de formage.
Système de transfert pour presses
Systèmes à bras: Simples et abordables, ils utilisent un bras articulé pour saisir et déplacer les pièces. Ils sont moins flexibles que d’autres options.
Systèmes à bande transporteuse: Adaptés aux pièces de formes et tailles variées, ils utilisent une bande transporteuse pour le déplacement.
Systèmes à navettes: Flexibles, ils utilisent des navettes autonomes pour transporter les pièces sur des trajectoires complexes.
Systèmes robotisés: Offrant une grande flexibilité et précision, ils utilisent des robots pour saisir et déplacer les pièces. Ils sont généralement plus coûteux.
Avantages
Amélioration de la productivité par l’automatisation du transfert des pièces.
Réduction des coûts de main-d’œuvre en éliminant le besoin de personnel pour le transfert manuel.
Amélioration de la sécurité en minimisant la manipulation manuelle des pièces par les travailleurs.
Amélioration de la qualité grâce à un transfert précis et constant des pièces.
Choix d’un système
Le choix du système dépend de plusieurs facteurs :
Type de presse
Taille et forme des pièces
Débit de production souhaité
Budget
Consultez un spécialiste pour déterminer le système le mieux adapté à vos besoins.
Conclusion
Les systèmes de transfert pour presses hydrauliques sont des outils précieux qui optimisent la productivité, la sécurité et la qualité dans de nombreuses applications de formage.
EMS Machines de Formage
Le formage du métal est un processus consistant à façonner le métal dans la forme et la taille souhaitées à l’aide de diverses techniques. Il s’agit d’un processus crucial dans l’industrie manufacturière car il permet la production de différents produits tels que des pièces automobiles, des composants d’avion, des appareils électroménagers et bien d’autres encore.
Le processus de formage du métal consiste à appliquer une force sur le métal pour changer sa forme sans enlever aucune matière. La force peut être appliquée par diverses méthodes telles que le forgeage, le laminage, l’extrusion, l’étirage et l’estampage. Chaque méthode a ses propres avantages et inconvénients, et le choix de la méthode dépend du matériau formé et de la forme souhaitée.
Le forgeage est l’une des techniques de formage des métaux les plus anciennes. Il s’agit de chauffer le métal à haute température, puis d’appliquer une force de compression à l’aide d’un marteau ou d’une presse pour donner au métal la forme souhaitée. Le forgeage est couramment utilisé pour produire de grandes pièces telles que des engrenages, des essieux et des bielles.
Le laminage est une autre technique de formage du métal qui consiste à faire passer le métal à travers une paire de rouleaux pour réduire son épaisseur ou modifier sa forme. Les rouleaux peuvent être lisses ou texturés selon la finition souhaitée. Le laminage est couramment utilisé pour produire des tôles plates, des plaques et des barres.
L’extrusion est une technique de formage du métal qui consiste à pousser une billette ou une tige métallique à travers une matrice pour créer une forme spécifique. L’extrusion peut être utilisée pour produire des formes complexes telles que des tubes, des canaux et des angles.
L’emboutissage est une technique de formage des métaux utilisée pour réaliser des pièces de forme cylindrique, comme des tubes ou des tuyaux. Le processus consiste à tirer le métal à travers une matrice pour réduire son diamètre et augmenter sa longueur. Le tréfilage est couramment utilisé dans la production de fils, de tiges et de tubes.
L’emboutissage est une technique de formage du métal qui consiste à couper, poinçonner ou plier le métal dans une forme spécifique à l’aide d’une matrice. Le processus peut être utilisé pour produire des pièces avec une grande précision et répétabilité. L’estampage est couramment utilisé dans la production de pièces automobiles, d’appareils électroménagers et d’appareils électroniques.
En plus de ces techniques, il existe de nombreuses autres méthodes de formage des métaux telles que le filage, l’emboutissage profond et l’hydroformage. Chaque méthode a ses propres avantages et inconvénients, et le choix de la méthode dépend des exigences spécifiques du produit fabriqué.
Le formage des métaux est un processus complexe qui nécessite un haut niveau de compétence et d’expertise. Le succès du processus dépend de nombreux facteurs tels que le type de matériau formé, l’équipement utilisé et l’expérience de l’opérateur. En comprenant les différentes techniques de formage des métaux et en choisissant la méthode adaptée au travail, les fabricants peuvent produire des pièces de haute qualité qui répondent aux besoins spécifiques de leurs clients.
Les presses hydrauliques pour le formage fonctionnent selon le principe de la loi de Pascal, qui stipule que la pression appliquée à un fluide confiné dans un système fermé est transmise uniformément dans toutes les directions.
Dans une presse hydraulique, la force est appliquée à un piston relativement petit par un fluide hydraulique, généralement de l’huile. Cette force est ensuite amplifiée et transmise à un piston plus grand, qui comprime la pièce à travailler.
Presses hydrauliques pour formage
Presses hydrauliques à montants: Structure en forme de portique avec un vérin hydraulique situé entre les montants. La pièce à travailler est placée entre le vérin et le platen inférieur.
Presses hydrauliques à cisailles: Utilisées pour découper des pièces de métal en utilisant un outil tranchant actionné par le vérin hydraulique.
Presses hydrauliques à emboutissage: Utilisées pour former des pièces de métal en les poussant dans un moule.
Avantages
Force élevée
Précision
Polyvalence
Fiabilité
Applications
Fabrication automobile
Aéronautique
Électroménager
Construction
Conclusion
Les presses hydrauliques pour le formage sont des machines puissantes, polyvalentes et fiables qui sont utilisées dans une large gamme d’industries. Elles constituent un outil essentiel pour la fabrication de pièces complexes en métal et autres matériaux.
EMS Machines de Formage
Le formage du métal est un processus consistant à façonner le métal dans la forme et la taille souhaitées à l’aide de diverses techniques. Il s’agit d’un processus crucial dans l’industrie manufacturière car il permet la production de différents produits tels que des pièces automobiles, des composants d’avion, des appareils électroménagers et bien d’autres encore.
Le processus de formage du métal consiste à appliquer une force sur le métal pour changer sa forme sans enlever aucune matière. La force peut être appliquée par diverses méthodes telles que le forgeage, le laminage, l’extrusion, l’étirage et l’estampage. Chaque méthode a ses propres avantages et inconvénients, et le choix de la méthode dépend du matériau formé et de la forme souhaitée.
Le forgeage est l’une des techniques de formage des métaux les plus anciennes. Il s’agit de chauffer le métal à haute température, puis d’appliquer une force de compression à l’aide d’un marteau ou d’une presse pour donner au métal la forme souhaitée. Le forgeage est couramment utilisé pour produire de grandes pièces telles que des engrenages, des essieux et des bielles.
Le laminage est une autre technique de formage du métal qui consiste à faire passer le métal à travers une paire de rouleaux pour réduire son épaisseur ou modifier sa forme. Les rouleaux peuvent être lisses ou texturés selon la finition souhaitée. Le laminage est couramment utilisé pour produire des tôles plates, des plaques et des barres.
L’extrusion est une technique de formage du métal qui consiste à pousser une billette ou une tige métallique à travers une matrice pour créer une forme spécifique. L’extrusion peut être utilisée pour produire des formes complexes telles que des tubes, des canaux et des angles.
L’emboutissage est une technique de formage des métaux utilisée pour réaliser des pièces de forme cylindrique, comme des tubes ou des tuyaux. Le processus consiste à tirer le métal à travers une matrice pour réduire son diamètre et augmenter sa longueur. Le tréfilage est couramment utilisé dans la production de fils, de tiges et de tubes.
L’emboutissage est une technique de formage du métal qui consiste à couper, poinçonner ou plier le métal dans une forme spécifique à l’aide d’une matrice. Le processus peut être utilisé pour produire des pièces avec une grande précision et répétabilité. L’estampage est couramment utilisé dans la production de pièces automobiles, d’appareils électroménagers et d’appareils électroniques.
En plus de ces techniques, il existe de nombreuses autres méthodes de formage des métaux telles que le filage, l’emboutissage profond et l’hydroformage. Chaque méthode a ses propres avantages et inconvénients, et le choix de la méthode dépend des exigences spécifiques du produit fabriqué.
Le formage des métaux est un processus complexe qui nécessite un haut niveau de compétence et d’expertise. Le succès du processus dépend de nombreux facteurs tels que le type de matériau formé, l’équipement utilisé et l’expérience de l’opérateur. En comprenant les différentes techniques de formage des métaux et en choisissant la méthode adaptée au travail, les fabricants peuvent produire des pièces de haute qualité qui répondent aux besoins spécifiques de leurs clients.
Le cintrage par emboutissage est un procédé de fabrication utilisé pour plier ou courber des feuilles de métal en formes spécifiques. Ce processus est couramment utilisé dans diverses industries, notamment l’automobile, l’aérospatiale, et la construction, pour créer des composants structurels et des pièces décoratives.
Principe du cintrage par emboutissage
Le cintrage par emboutissage utilise une presse hydraulique ou mécanique pour appliquer une force sur une feuille de métal, la déformant de manière contrôlée pour obtenir la courbure désirée. Le processus se déroule généralement comme suit :
Préparation de la pièce : La feuille de métal est placée dans l’outillage de la presse.
Application de la force : La presse applique une force sur la feuille de métal à l’aide d’un poinçon et d’une matrice.
Déformation du métal : La feuille se plie selon la forme de la matrice, créant ainsi une courbure précise.
Libération de la pièce : Une fois la courbure obtenue, la presse relâche la pression et la pièce est retirée.
Avantages du cintrage par emboutissage
Précision : Ce procédé permet d’obtenir des courbures très précises, essentielles pour des applications nécessitant des tolérances serrées.
Réduction des coûts : Le cintrage par emboutissage peut être automatisé, augmentant ainsi la production tout en réduisant les coûts de main-d’œuvre.
Flexibilité : Il est possible de réaliser une grande variété de courbures et de formes avec le même équipement, en changeant simplement l’outillage.
Applications du cintrage par emboutissage
Automobile : Fabrication de cadres de portes, de pare-chocs, de supports de moteur et d’autres composants structurels.
Aéronautique : Production de pièces de fuselage, de cadres d’ailes et d’autres composants critiques.
Construction : Création de poutres courbées, de structures métalliques et de composants architecturaux.
Mobilier : Fabrication de structures métalliques pour meubles, comme des chaises et des tables.
Types de cintrage
Cintrage à rayon fixe : Le métal est plié à un rayon constant, souvent utilisé pour des pièces nécessitant une courbure uniforme.
Cintrage à rayon variable : Le rayon de courbure change le long de la pièce, utilisé pour des formes plus complexes.
Cintrage en V : Une forme en V est créée dans la feuille de métal, couramment utilisée dans les structures de support.
Équipements utilisés
Presses hydrauliques : Utilisées pour leur capacité à appliquer une force constante et contrôlée, adaptée au cintrage de métaux épais.
Presses mécaniques : Souvent utilisées pour des opérations à grande vitesse avec des métaux plus fins.
Outils de cintrage : Matrices et poinçons spécifiques à chaque application de cintrage.
EMS Machines de Formage
Le formage du métal est un processus consistant à façonner le métal dans la forme et la taille souhaitées à l’aide de diverses techniques. Il s’agit d’un processus crucial dans l’industrie manufacturière car il permet la production de différents produits tels que des pièces automobiles, des composants d’avion, des appareils électroménagers et bien d’autres encore.
Le processus de formage du métal consiste à appliquer une force sur le métal pour changer sa forme sans enlever aucune matière. La force peut être appliquée par diverses méthodes telles que le forgeage, le laminage, l’extrusion, l’étirage et l’estampage. Chaque méthode a ses propres avantages et inconvénients, et le choix de la méthode dépend du matériau formé et de la forme souhaitée.
Le forgeage est l’une des techniques de formage des métaux les plus anciennes. Il s’agit de chauffer le métal à haute température, puis d’appliquer une force de compression à l’aide d’un marteau ou d’une presse pour donner au métal la forme souhaitée. Le forgeage est couramment utilisé pour produire de grandes pièces telles que des engrenages, des essieux et des bielles.
Le laminage est une autre technique de formage du métal qui consiste à faire passer le métal à travers une paire de rouleaux pour réduire son épaisseur ou modifier sa forme. Les rouleaux peuvent être lisses ou texturés selon la finition souhaitée. Le laminage est couramment utilisé pour produire des tôles plates, des plaques et des barres.
L’extrusion est une technique de formage du métal qui consiste à pousser une billette ou une tige métallique à travers une matrice pour créer une forme spécifique. L’extrusion peut être utilisée pour produire des formes complexes telles que des tubes, des canaux et des angles.
L’emboutissage est une technique de formage des métaux utilisée pour réaliser des pièces de forme cylindrique, comme des tubes ou des tuyaux. Le processus consiste à tirer le métal à travers une matrice pour réduire son diamètre et augmenter sa longueur. Le tréfilage est couramment utilisé dans la production de fils, de tiges et de tubes.
L’emboutissage est une technique de formage du métal qui consiste à couper, poinçonner ou plier le métal dans une forme spécifique à l’aide d’une matrice. Le processus peut être utilisé pour produire des pièces avec une grande précision et répétabilité. L’estampage est couramment utilisé dans la production de pièces automobiles, d’appareils électroménagers et d’appareils électroniques.
En plus de ces techniques, il existe de nombreuses autres méthodes de formage des métaux telles que le filage, l’emboutissage profond et l’hydroformage. Chaque méthode a ses propres avantages et inconvénients, et le choix de la méthode dépend des exigences spécifiques du produit fabriqué.
Le formage des métaux est un processus complexe qui nécessite un haut niveau de compétence et d’expertise. Le succès du processus dépend de nombreux facteurs tels que le type de matériau formé, l’équipement utilisé et l’expérience de l’opérateur. En comprenant les différentes techniques de formage des métaux et en choisissant la méthode adaptée au travail, les fabricants peuvent produire des pièces de haute qualité qui répondent aux besoins spécifiques de leurs clients.
Les presses hydrauliques pour emboutissage sont des machines utilisées dans l’industrie pour transformer des feuilles métalliques en différentes formes, souvent complexes, par l’application de pression. Elles jouent un rôle crucial dans la fabrication de pièces pour divers secteurs, notamment l’automobile, l’aérospatial, et l’électroménager.
Caractéristiques principales des presses hydrauliques pour emboutissage
Force de pression : La capacité de pression peut varier de quelques tonnes à plusieurs milliers de tonnes, selon les besoins de l’application.
Cadence de production : Ces presses peuvent opérer à des vitesses différentes, permettant une production rapide et efficace.
Précision : Les presses hydrauliques offrent une grande précision dans le contrôle de la force et de la vitesse, ce qui est essentiel pour produire des pièces de haute qualité.
Contrôle et automatisation : Elles sont souvent équipées de systèmes de contrôle avancés qui permettent une automatisation complète du processus, incluant le chargement des matériaux et l’éjection des pièces finies.
Avantages des presses hydrauliques pour emboutissage
Flexibilité : Elles peuvent être utilisées pour une large gamme d’applications et de matériaux.
Force constante : Elles maintiennent une force constante pendant toute la course, ce qui est bénéfique pour l’emboutissage profond et d’autres opérations nécessitant une pression uniforme.
Sécurité : Les systèmes modernes sont équipés de nombreuses fonctionnalités de sécurité pour protéger les opérateurs et garantir un fonctionnement sûr.
Types de processus d’emboutissage
Emboutissage profond : Transformation de la tôle pour obtenir des formes profondes, comme des réservoirs ou des carters.
Formage : Modification de la forme de la tôle sans changer son épaisseur.
Découpage et perforation : Coupe de la tôle pour obtenir des formes spécifiques ou pour créer des trous.
Applications
Industrie automobile : Fabrication de carrosseries, de châssis, et d’autres composants.
Aéronautique : Production de pièces structurelles et de composants critiques.
Électroménager : Création de coques et de structures pour divers appareils.
Construction : Fabrication d’éléments architecturaux et structurels.
EMS Machines de Formage
Le formage du métal est un processus consistant à façonner le métal dans la forme et la taille souhaitées à l’aide de diverses techniques. Il s’agit d’un processus crucial dans l’industrie manufacturière car il permet la production de différents produits tels que des pièces automobiles, des composants d’avion, des appareils électroménagers et bien d’autres encore.
Le processus de formage du métal consiste à appliquer une force sur le métal pour changer sa forme sans enlever aucune matière. La force peut être appliquée par diverses méthodes telles que le forgeage, le laminage, l’extrusion, l’étirage et l’estampage. Chaque méthode a ses propres avantages et inconvénients, et le choix de la méthode dépend du matériau formé et de la forme souhaitée.
Le forgeage est l’une des techniques de formage des métaux les plus anciennes. Il s’agit de chauffer le métal à haute température, puis d’appliquer une force de compression à l’aide d’un marteau ou d’une presse pour donner au métal la forme souhaitée. Le forgeage est couramment utilisé pour produire de grandes pièces telles que des engrenages, des essieux et des bielles.
Le laminage est une autre technique de formage du métal qui consiste à faire passer le métal à travers une paire de rouleaux pour réduire son épaisseur ou modifier sa forme. Les rouleaux peuvent être lisses ou texturés selon la finition souhaitée. Le laminage est couramment utilisé pour produire des tôles plates, des plaques et des barres.
L’extrusion est une technique de formage du métal qui consiste à pousser une billette ou une tige métallique à travers une matrice pour créer une forme spécifique. L’extrusion peut être utilisée pour produire des formes complexes telles que des tubes, des canaux et des angles.
L’emboutissage est une technique de formage des métaux utilisée pour réaliser des pièces de forme cylindrique, comme des tubes ou des tuyaux. Le processus consiste à tirer le métal à travers une matrice pour réduire son diamètre et augmenter sa longueur. Le tréfilage est couramment utilisé dans la production de fils, de tiges et de tubes.
L’emboutissage est une technique de formage du métal qui consiste à couper, poinçonner ou plier le métal dans une forme spécifique à l’aide d’une matrice. Le processus peut être utilisé pour produire des pièces avec une grande précision et répétabilité. L’estampage est couramment utilisé dans la production de pièces automobiles, d’appareils électroménagers et d’appareils électroniques.
En plus de ces techniques, il existe de nombreuses autres méthodes de formage des métaux telles que le filage, l’emboutissage profond et l’hydroformage. Chaque méthode a ses propres avantages et inconvénients, et le choix de la méthode dépend des exigences spécifiques du produit fabriqué.
Le formage des métaux est un processus complexe qui nécessite un haut niveau de compétence et d’expertise. Le succès du processus dépend de nombreux facteurs tels que le type de matériau formé, l’équipement utilisé et l’expérience de l’opérateur. En comprenant les différentes techniques de formage des métaux et en choisissant la méthode adaptée au travail, les fabricants peuvent produire des pièces de haute qualité qui répondent aux besoins spécifiques de leurs clients.
Le système de transfert de presses à presses est une technologie utilisée dans l’industrie de la fabrication pour transférer automatiquement des pièces d’une presse à une autre au cours du processus de production. Ce système est crucial pour les lignes de production qui nécessitent plusieurs étapes de formage, de découpage ou d’emboutissage, chaque étape étant réalisée par une presse différente.
Système de transfert de presses à presses
Le système de transfert est une technologie utilisée dans de nombreux secteurs industriels pour déplacer des matériaux, des pièces ou des produits d’un point à un autre au sein d’un processus de fabrication ou d’assemblage. Ces systèmes sont essentiels pour automatiser et rationaliser les opérations, augmentant ainsi l’efficacité et réduisant les coûts. Voici une vue d’ensemble des principaux types de systèmes de transfert, leurs composants, et leurs applications :
Types de Systèmes de Transfert
Systèmes de Transfert Linéaires :
Convoyeurs : Utilisés pour transporter des matériaux ou des pièces sur des distances linéaires. Les convoyeurs peuvent être à bande, à rouleaux, à chaîne, ou à vis, selon le type de matériaux à transporter.
Chariots Automatisés : Des véhicules guidés automatisés (AGV) qui se déplacent sur des trajectoires prédéfinies pour transporter des charges.
Systèmes de Transfert Rotatifs :
Tables Rotatives : Utilisées pour déplacer des pièces d’une station de travail à une autre dans un mouvement circulaire. Elles sont souvent utilisées dans les processus d’assemblage.
Systèmes de Transfert Robotisés :
Bras Robotisés : Utilisés pour manipuler des pièces dans des mouvements tridimensionnels complexes. Ils sont particulièrement utiles pour les tâches nécessitant une grande précision et flexibilité.
Robots de Transfert à Portique : Des systèmes de robots qui se déplacent sur des rails pour transférer des pièces lourdes ou volumineuses entre différentes zones de travail.
Composants Clés
Mécaniques :
Supports et Cadres : Structures qui supportent le poids des pièces et des équipements de transfert.
Mécanismes de Préhension : Pinces, ventouses, ou aimants utilisés pour saisir et relâcher les pièces.
Électriques et Électroniques :
Moteurs et Actionneurs : Fournissent la puissance nécessaire pour le mouvement.
Capteurs : Utilisés pour détecter la position, la présence, et l’orientation des pièces.
Contrôle et Automatisation :
PLC (Contrôleurs Logiques Programmables) : Gèrent les séquences de mouvement et assurent la coordination avec les autres équipements de la ligne de production.
Systèmes de Vision : Utilisés pour inspecter les pièces et guider les robots dans leurs mouvements.
Applications
Industrie Automobile :
Transfert de pièces entre différentes étapes de fabrication et d’assemblage.
Transfert de moteurs, de châssis, et de composants volumineux.
Industrie Alimentaire :
Transport de produits alimentaires entre les différentes étapes de traitement, de cuisson et de conditionnement.
Transfert de produits fragiles nécessitant une manipulation délicate.
Électronique et Assemblage de Précision :
Manipulation de composants électroniques sensibles.
Assemblage de produits nécessitant une grande précision.
Industrie Pharmaceutique :
Transport de médicaments et de produits chimiques entre les différentes étapes de production.
Manipulation de produits stériles en environnements contrôlés.
Avantages
Augmentation de l’Efficacité :
Réduction des temps de cycle et augmentation de la cadence de production.
Amélioration de la précision et de la répétabilité des opérations.
Réduction des Coûts :
Réduction des coûts de main-d’œuvre grâce à l’automatisation.
Réduction des erreurs et des déchets.
Flexibilité :
Possibilité de reconfigurer les systèmes pour s’adapter à différents produits et processus.
Défis
Coût Initial :
Investissement initial élevé pour l’installation et la mise en place des systèmes automatisés.
Maintenance :
Besoin de maintenance régulière pour assurer la fiabilité et la longévité des systèmes.
Complexité technique nécessitant du personnel qualifié pour l’entretien et les réparations.
Conclusion
Les systèmes de transfert jouent un rôle crucial dans la modernisation des processus industriels, permettant d’atteindre des niveaux élevés d’efficacité, de précision et de flexibilité. En automatisant le déplacement des pièces et des produits, ils réduisent les coûts et améliorent la qualité, tout en répondant aux exigences croissantes des marchés modernes.
Composants et Fonctionnement
Unités de Transfert :
Robots de Transfert : Ces robots sont souvent utilisés pour déplacer les pièces entre les presses. Ils peuvent être des robots à axes multiples capables de manipuler des pièces complexes et lourdes.
Convoyeurs : Utilisés pour le déplacement de pièces sur des trajets linéaires entre les presses. Ils sont adaptés aux pièces moins complexes et de poids modéré.
Systèmes de Préhenstion :
Pinces : Utilisées pour saisir et relâcher les pièces. Les pinces doivent être adaptées à la forme et à la taille des pièces pour assurer une manipulation précise.
Ventouses : Utilisées pour les pièces plus légères ou fragiles où une pression uniforme est nécessaire pour éviter d’endommager les pièces.
Systèmes de Contrôle :
Contrôleurs Programmables (PLC) : Ils gèrent et synchronisent les mouvements des unités de transfert et les presses.
Capteurs : Utilisés pour détecter la position des pièces, la présence ou l’absence des pièces, et assurer la sécurité et la précision du transfert.
Sécurité :
Barrières de Sécurité : Elles empêchent l’accès humain aux zones dangereuses pendant le fonctionnement du système.
Systèmes de Surveillance : Assurent le bon fonctionnement et détectent les anomalies pour prévenir les accidents.
Avantages du Système de Transfert de Presses à Presses
Efficacité Accrue :
Réduction des Temps de Cycle : En automatisant le transfert, le temps entre chaque opération est réduit, augmentant ainsi la cadence de production.
Augmentation de la Précision : Les erreurs humaines sont minimisées, assurant une meilleure qualité des pièces produites.
Flexibilité :
Adaptabilité : Les systèmes de transfert peuvent être reprogrammés et ajustés pour différentes tailles et formes de pièces, ainsi que pour différents processus de production.
Sécurité :
Réduction des Risques : L’automatisation réduit les risques de blessures pour les opérateurs en les éloignant des zones dangereuses.
Défis et Considérations
Investissement Initial :
Le coût d’installation et de mise en place d’un système de transfert automatisé peut être élevé, mais il est généralement amorti par les gains en efficacité et en réduction des coûts de main-d’œuvre.
Maintenance et Fiabilité :
Un entretien régulier est nécessaire pour assurer le bon fonctionnement des robots et des systèmes de transfert.
Les systèmes doivent être robustes et capables de fonctionner en continu dans des environnements industriels exigeants.
En résumé, un système de transfert de presses à presses est une solution technologique avancée qui améliore l’efficacité, la précision et la sécurité des lignes de production industrielles, bien qu’il nécessite un investissement initial significatif et une maintenance continue.
EMS Machines de Formage
Le formage du métal est un processus consistant à façonner le métal dans la forme et la taille souhaitées à l’aide de diverses techniques. Il s’agit d’un processus crucial dans l’industrie manufacturière car il permet la production de différents produits tels que des pièces automobiles, des composants d’avion, des appareils électroménagers et bien d’autres encore.
Le processus de formage du métal consiste à appliquer une force sur le métal pour changer sa forme sans enlever aucune matière. La force peut être appliquée par diverses méthodes telles que le forgeage, le laminage, l’extrusion, l’étirage et l’estampage. Chaque méthode a ses propres avantages et inconvénients, et le choix de la méthode dépend du matériau formé et de la forme souhaitée.
Le forgeage est l’une des techniques de formage des métaux les plus anciennes. Il s’agit de chauffer le métal à haute température, puis d’appliquer une force de compression à l’aide d’un marteau ou d’une presse pour donner au métal la forme souhaitée. Le forgeage est couramment utilisé pour produire de grandes pièces telles que des engrenages, des essieux et des bielles.
Le laminage est une autre technique de formage du métal qui consiste à faire passer le métal à travers une paire de rouleaux pour réduire son épaisseur ou modifier sa forme. Les rouleaux peuvent être lisses ou texturés selon la finition souhaitée. Le laminage est couramment utilisé pour produire des tôles plates, des plaques et des barres.
L’extrusion est une technique de formage du métal qui consiste à pousser une billette ou une tige métallique à travers une matrice pour créer une forme spécifique. L’extrusion peut être utilisée pour produire des formes complexes telles que des tubes, des canaux et des angles.
L’emboutissage est une technique de formage des métaux utilisée pour réaliser des pièces de forme cylindrique, comme des tubes ou des tuyaux. Le processus consiste à tirer le métal à travers une matrice pour réduire son diamètre et augmenter sa longueur. Le tréfilage est couramment utilisé dans la production de fils, de tiges et de tubes.
L’emboutissage est une technique de formage du métal qui consiste à couper, poinçonner ou plier le métal dans une forme spécifique à l’aide d’une matrice. Le processus peut être utilisé pour produire des pièces avec une grande précision et répétabilité. L’estampage est couramment utilisé dans la production de pièces automobiles, d’appareils électroménagers et d’appareils électroniques.
En plus de ces techniques, il existe de nombreuses autres méthodes de formage des métaux telles que le filage, l’emboutissage profond et l’hydroformage. Chaque méthode a ses propres avantages et inconvénients, et le choix de la méthode dépend des exigences spécifiques du produit fabriqué.
Le formage des métaux est un processus complexe qui nécessite un haut niveau de compétence et d’expertise. Le succès du processus dépend de nombreux facteurs tels que le type de matériau formé, l’équipement utilisé et l’expérience de l’opérateur. En comprenant les différentes techniques de formage des métaux et en choisissant la méthode adaptée au travail, les fabricants peuvent produire des pièces de haute qualité qui répondent aux besoins spécifiques de leurs clients.
L’emboutissage avec presse automatique est une technique avancée de fabrication de pièces métalliques qui utilise des presses automatiques pour effectuer l’emboutissage de tôle. Ce procédé est largement utilisé dans l’industrie automobile, l’aéronautique, l’électroménager et d’autres secteurs nécessitant une production en grande série. Voici un aperçu détaillé de ce processus
Emboutissage
Emboutissage
L’emboutissage est un processus de fabrication par lequel des feuilles de métal sont transformées en pièces tridimensionnelles grâce à l’application de forces mécaniques. Ce procédé est couramment utilisé dans divers secteurs industriels, tels que l’automobile, l’aéronautique, l’électroménager et l’emballage. Voici une explication détaillée de l’emboutissage :
Principe de l’emboutissage
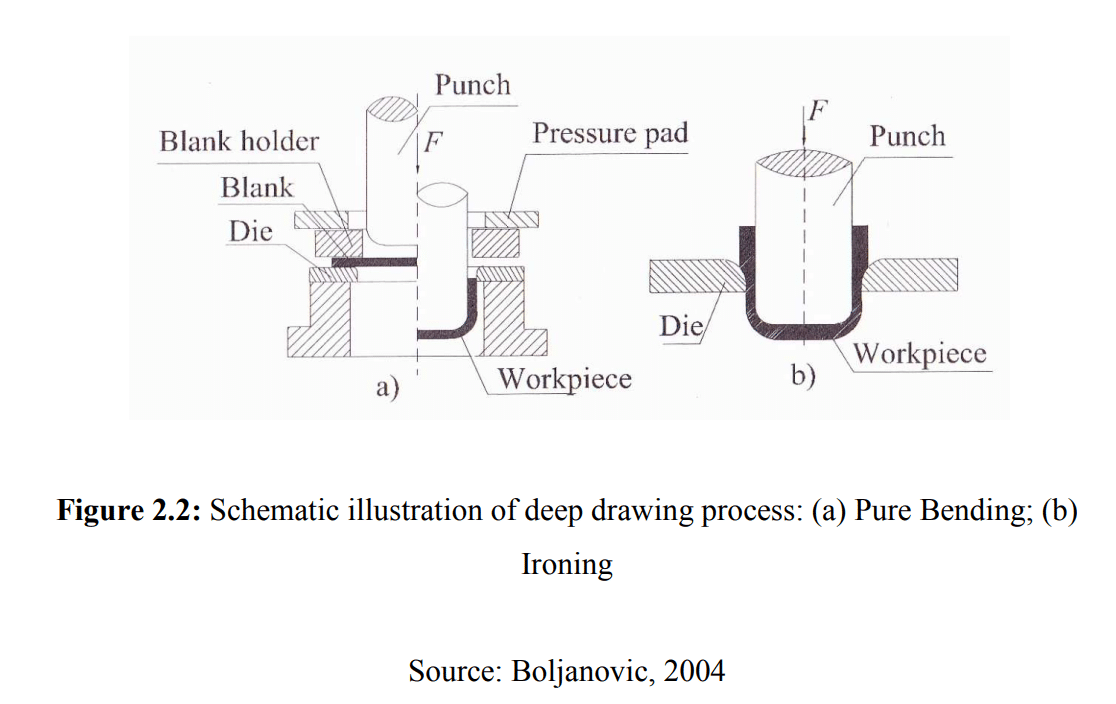
L’emboutissage utilise une matrice (outil femelle) et un poinçon (outil mâle) pour déformer une feuille de métal (tôle) de manière plastique. La tôle est placée sur la matrice, puis le poinçon descend et presse la tôle dans la matrice, lui donnant ainsi la forme désirée.
Étapes du processus d’emboutissage
Découpe de la tôle : Une feuille de métal est découpée en flans, qui sont les morceaux de métal bruts prêts à être emboutis.
Lubrification : Le flan est souvent lubrifié pour réduire le frottement entre le métal et les outils, facilitant ainsi le processus de déformation et améliorant la qualité de la surface de la pièce finie.
Positionnement du flan : Le flan est placé sur la matrice inférieure.
Emboutissage : Le poinçon descend et presse le flan dans la matrice. Le métal subit une déformation plastique, ce qui signifie qu’il est transformé de manière permanente pour prendre la forme de la cavité de la matrice.
Retrait de la pièce : Une fois le poinçon remonté, la pièce formée est retirée de la matrice. Des opérations secondaires, comme le découpage, le perçage ou l’ébavurage, peuvent être nécessaires pour finir la pièce.
Découpe de la tôle
Découpe de la tôle
La découpe de la tôle est une étape cruciale dans le processus de fabrication de pièces métalliques. Elle consiste à transformer des feuilles de métal en formes et tailles spécifiques nécessaires pour les étapes ultérieures de production, telles que l’emboutissage, le formage ou l’assemblage. Il existe plusieurs méthodes de découpe de la tôle, chacune adaptée à différents types de matériaux, épaisseurs, et exigences de précision.
Principales Méthodes de Découpe de la Tôle
Cisaillement :
Principe : Utilisation de deux lames, une fixe et une mobile, pour couper la tôle par cisaillement mécanique.
Avantages : Rapide, économique, convient pour les coupes droites.
Inconvénients : Moins précis pour les formes complexes, peut provoquer des bavures.
Découpe au Laser :
Principe : Utilisation d’un faisceau laser pour chauffer et fondre le métal, permettant une coupe précise.
Avantages : Grande précision, peu de bavures, convient pour des formes complexes.
Inconvénients : Coût élevé de l’équipement, limitation d’épaisseur pour les métaux très épais.
Découpe au Jet d’Eau :
Principe : Utilisation d’un jet d’eau à très haute pression, souvent mélangé à un abrasif, pour couper le métal.
Avantages : Ne génère pas de chaleur (absence de zone affectée thermiquement), très précis, coupe de matériaux variés.
Inconvénients : Coût élevé de l’équipement et de l’entretien, consommation d’eau et d’abrasif.
Découpe au Plasma :
Principe : Utilisation d’un jet de plasma (gaz ionisé) pour fondre le métal et le couper.
Avantages : Rapidité, convient pour des métaux conducteurs épais, coupe propre.
Inconvénients : Moins précis que le laser, génère une zone affectée thermiquement.
Poinçonnage :
Principe : Utilisation d’un poinçon et d’une matrice pour découper des formes dans la tôle par pression mécanique.
Avantages : Rapide, économique pour la production en série, possibilité de découper des formes complexes.
Inconvénients : Limité à des épaisseurs de tôle spécifiques, nécessite des outils spécifiques pour chaque forme.
Découpe par Oxycoupage :
Principe : Utilisation d’un jet d’oxygène pour chauffer et couper des métaux ferreux.
Avantages : Convient pour les métaux épais, économique pour les grandes épaisseurs.
Inconvénients : Moins précis, généré une zone affectée thermiquement large.
Sélection de la Méthode de Découpe
La sélection de la méthode de découpe de la tôle dépend de plusieurs facteurs :
Type de matériau : Différents métaux réagissent différemment aux méthodes de découpe. Par exemple, l’oxycoupage est adapté aux aciers ferreux, tandis que le découpage au jet d’eau peut être utilisé pour presque tous les matériaux.
Épaisseur de la tôle : Les techniques comme l’oxycoupage ou la découpe plasma sont plus adaptées aux grandes épaisseurs, tandis que le laser est privilégié pour les tôles fines.
Précision requise : Le découpage laser ou jet d’eau offre une grande précision pour les pièces nécessitant des tolérances serrées.
Volume de production : Pour des productions en grande série, des méthodes comme le poinçonnage ou le cisaillement peuvent être plus économiques et rapides.
Budget : Certaines méthodes, comme le découpage au laser ou au jet d’eau, nécessitent des investissements plus importants en termes d’équipement.
Conclusion
La découpe de la tôle est une étape fondamentale dans la fabrication de pièces métalliques, avec une variété de méthodes disponibles pour répondre à des besoins spécifiques en termes de matériau, d’épaisseur, de précision et de volume de production. Le choix de la méthode appropriée permet d’optimiser la qualité, la précision et le coût de production des pièces découpées.
Types d’emboutissage
Emboutissage profond : Ce procédé permet de fabriquer des pièces de grande profondeur par rapport à leur diamètre, telles que des réservoirs, des boîtes de conserve ou des éviers.
Emboutissage superficiel : Utilisé pour produire des pièces moins profondes, comme des composants de carrosserie automobile.
Emboutissage progressif : Utilise une série de matrices et de poinçons pour réaliser plusieurs opérations successives sur une bande de métal continue, permettant ainsi la production de pièces complexes en une seule passe.
Emboutissage à chaud : La tôle est chauffée avant l’emboutissage, ce qui est utile pour les matériaux difficiles à déformer à froid.
Avantages de l’emboutissage
Production de formes complexes : Capable de produire des pièces avec des formes géométriques complexes et des contours précis.
Efficacité et rapidité : Convient à la production en grande série grâce à des temps de cycle courts.
Réduction des déchets : Utilisation efficace du matériau, minimisant les déchets.
Inconvénients de l’emboutissage
Coût des outillages : Les matrices et les presses sont coûteuses à fabriquer, ce qui peut être prohibitif pour les petites séries.
Limites de matériau : Tous les matériaux ne se prêtent pas à l’emboutissage, particulièrement ceux ayant une faible ductilité.
Maintenance et complexité : Les outils doivent être entretenus régulièrement, et des compétences spécialisées sont nécessaires pour assurer un fonctionnement optimal.
Applications de l’emboutissage
Automobile : Fabrication de panneaux de carrosserie, de pièces de châssis, de réservoirs à carburant, etc.
Aéronautique : Production de composants structurels, de carénages, etc.
Électroménager : Fabrication de boîtiers, de tambours de machines à laver, de réfrigérateurs, etc.
Emballage : Production de canettes, de boîtes de conserve, de contenants alimentaires, etc.
Conclusion
L’emboutissage est une technique essentielle et polyvalente dans la fabrication de pièces métalliques, offrant des avantages considérables en termes de précision, d’efficacité et de possibilité de production en masse. Malgré les coûts initiaux élevés et certaines limitations en termes de matériaux, ses applications étendues et sa capacité à produire des formes complexes en font un procédé incontournable dans de nombreuses industries.
Principe de l’emboutissage avec presse automatique
Les presses automatiques sont des machines équipées de systèmes de commande numérique ou de systèmes mécaniques sophistiqués qui permettent l’automatisation de l’emboutissage. Elles peuvent réaliser des opérations de manière continue, rapide et précise, réduisant ainsi les temps de cycle et augmentant la productivité.
Composants et fonctionnement des presses automatiques
Alimentation en matériau : Les tôles sont alimentées automatiquement à partir de bobines ou de feuilles prédécoupées. Un dérouleur de bobine ou un système de chargement automatique des feuilles est utilisé pour fournir le matériau à la presse.
Système de guidage : Les tôles sont guidées de manière précise vers la zone de travail de la presse à l’aide de systèmes de guidage et de transport automatisés.
Matrice et poinçon : Comme dans l’emboutissage traditionnel, la matrice (outil femelle) et le poinçon (outil mâle) sont utilisés pour former la tôle. Ces outils sont montés sur la presse automatique.
Contrôle et automatisation : Un système de commande numérique (CNC) ou un autre système de contrôle automatisé gère les mouvements de la presse, la force appliquée, et les séquences de travail. Des capteurs peuvent être utilisés pour surveiller et ajuster les paramètres en temps réel.
Collecte des pièces : Les pièces finies sont automatiquement retirées de la zone de travail et collectées pour des opérations secondaires ou pour l’assemblage final.
Avantages de l’emboutissage avec presse automatique
Productivité accrue : Les presses automatiques permettent une production en grande série avec des temps de cycle courts et une cadence élevée.
Précision et répétabilité : La commande numérique assure une précision et une répétabilité élevées des pièces produites, réduisant ainsi les variations et les défauts.
Réduction des coûts de main-d’œuvre : L’automatisation réduit le besoin de main-d’œuvre, ce qui peut diminuer les coûts de production.
Sécurité améliorée : Les systèmes automatisés peuvent inclure des dispositifs de sécurité avancés pour protéger les opérateurs.
Inconvénients de l’emboutissage avec presse automatique
Coût initial élevé : L’achat et l’installation de presses automatiques et de systèmes de contrôle peuvent être coûteux.
Maintenance complexe : Les presses automatiques nécessitent une maintenance régulière et spécialisée pour assurer un fonctionnement optimal.
Flexibilité limitée : Les systèmes très automatisés peuvent être moins flexibles pour des changements fréquents de design ou de production de petites séries.
Applications de l’emboutissage avec presse automatique
Automobile : Fabrication de pièces de carrosserie, de châssis, et d’autres composants structurels nécessitant une production en grande série.
Aéronautique : Production de pièces de fuselage, de carénages, et d’autres composants nécessitant une précision élevée.
Électroménager : Fabrication de composants tels que les tambours de machines à laver, les panneaux de réfrigérateurs, et les éviers.
Emballage : Production de canettes, de boîtes de conserve, et d’autres contenants métalliques.
Conclusion
L’emboutissage avec presse automatique représente une avancée significative dans la fabrication de pièces métalliques, offrant des avantages substantiels en termes de productivité, de précision et de réduction des coûts de main-d’œuvre. Bien que le coût initial et la complexité de la maintenance puissent être des défis, les bénéfices pour la production en grande série font de cette technologie un choix privilégié pour de nombreuses industries.
EMS Machines de Formage
Le formage du métal est un processus consistant à façonner le métal dans la forme et la taille souhaitées à l’aide de diverses techniques. Il s’agit d’un processus crucial dans l’industrie manufacturière car il permet la production de différents produits tels que des pièces automobiles, des composants d’avion, des appareils électroménagers et bien d’autres encore.
Le processus de formage du métal consiste à appliquer une force sur le métal pour changer sa forme sans enlever aucune matière. La force peut être appliquée par diverses méthodes telles que le forgeage, le laminage, l’extrusion, l’étirage et l’estampage. Chaque méthode a ses propres avantages et inconvénients, et le choix de la méthode dépend du matériau formé et de la forme souhaitée.
Le forgeage est l’une des techniques de formage des métaux les plus anciennes. Il s’agit de chauffer le métal à haute température, puis d’appliquer une force de compression à l’aide d’un marteau ou d’une presse pour donner au métal la forme souhaitée. Le forgeage est couramment utilisé pour produire de grandes pièces telles que des engrenages, des essieux et des bielles.
Le laminage est une autre technique de formage du métal qui consiste à faire passer le métal à travers une paire de rouleaux pour réduire son épaisseur ou modifier sa forme. Les rouleaux peuvent être lisses ou texturés selon la finition souhaitée. Le laminage est couramment utilisé pour produire des tôles plates, des plaques et des barres.
L’extrusion est une technique de formage du métal qui consiste à pousser une billette ou une tige métallique à travers une matrice pour créer une forme spécifique. L’extrusion peut être utilisée pour produire des formes complexes telles que des tubes, des canaux et des angles.
L’emboutissage est une technique de formage des métaux utilisée pour réaliser des pièces de forme cylindrique, comme des tubes ou des tuyaux. Le processus consiste à tirer le métal à travers une matrice pour réduire son diamètre et augmenter sa longueur. Le tréfilage est couramment utilisé dans la production de fils, de tiges et de tubes.
L’emboutissage est une technique de formage du métal qui consiste à couper, poinçonner ou plier le métal dans une forme spécifique à l’aide d’une matrice. Le processus peut être utilisé pour produire des pièces avec une grande précision et répétabilité. L’estampage est couramment utilisé dans la production de pièces automobiles, d’appareils électroménagers et d’appareils électroniques.
En plus de ces techniques, il existe de nombreuses autres méthodes de formage des métaux telles que le filage, l’emboutissage profond et l’hydroformage. Chaque méthode a ses propres avantages et inconvénients, et le choix de la méthode dépend des exigences spécifiques du produit fabriqué.
Le formage des métaux est un processus complexe qui nécessite un haut niveau de compétence et d’expertise. Le succès du processus dépend de nombreux facteurs tels que le type de matériau formé, l’équipement utilisé et l’expérience de l’opérateur. En comprenant les différentes techniques de formage des métaux et en choisissant la méthode adaptée au travail, les fabricants peuvent produire des pièces de haute qualité qui répondent aux besoins spécifiques de leurs clients.
Quel est le principe de l’emboutissage? L’emboutissage est un procédé de fabrication utilisé pour former des pièces en métal par déformation plastique. Ce procédé consiste à presser une feuille de métal plate (ou parfois d’autres matériaux) dans une forme souhaitée à l’aide d’un outil spécifique appelé matrice. Voici les étapes principales et le principe de l’emboutissage :
Préparation de la feuille de métal : Une feuille de métal, appelée flan, est découpée à partir d’une bobine ou d’une plaque. La taille et l’épaisseur de la feuille dépendent de la pièce à produire.
Positionnement du flan : Le flan est placé sur une matrice inférieure qui a la forme de la partie extérieure de la pièce finie. Une matrice supérieure, qui a la forme intérieure de la pièce, est positionnée au-dessus.
Déformation du métal : La presse descend, poussant la matrice supérieure contre le flan et dans la matrice inférieure. La pression exercée par la presse force le métal à épouser la forme de la matrice. Le métal subit une déformation plastique, ce qui signifie qu’il est déformé de manière permanente sans se rompre.
Retrait de la pièce formée : Une fois la presse remontée, la pièce formée est retirée de la matrice. Selon la complexité de la pièce et le procédé utilisé, il peut y avoir des opérations secondaires, comme le découpage ou le perçage, pour finaliser la pièce.
Quel est le principe de l’emboutissage
Quel est le principe de l’emboutissage
L’emboutissage de tôle est une technique spécifique d’emboutissage utilisée pour transformer des feuilles de métal (tôle) en pièces tridimensionnelles aux formes variées. Voici une description détaillée du processus et de ses applications spécifiques :
Principe de l’emboutissage de tôle
L’emboutissage de tôle implique la déformation plastique d’une feuille métallique plate pour lui donner une forme spécifique en utilisant des matrices et des poinçons. Le processus utilise principalement des presses mécaniques ou hydrauliques pour appliquer la force nécessaire à la déformation du métal.
Étapes du processus d’emboutissage de tôle
Découpe de la tôle : La tôle est d’abord découpée en flans, qui sont des morceaux de métal de forme et de taille adaptées à la pièce finale.
Lubrification : Le flan est souvent lubrifié pour réduire le frottement entre le métal et les matrices, facilitant ainsi le processus de déformation et améliorant la qualité de la surface de la pièce finie.
Positionnement du flan : Le flan est placé sur la matrice inférieure (ou le matrice femelle), qui a la forme extérieure de la pièce.
Emboutissage : Le poinçon (ou matrice mâle) descend et presse le flan contre la matrice inférieure. Le métal est forcé à prendre la forme de la cavité de la matrice par déformation plastique.
Retrait de la pièce : Après que le poinçon a été remonté, la pièce formée est retirée de la matrice. Des opérations secondaires peuvent être nécessaires pour des ajustements ou des finitions.
Types d’emboutissage de tôle
Emboutissage profond : Utilisé pour fabriquer des pièces avec une grande profondeur par rapport à leur diamètre, comme des récipients ou des réservoirs.
Emboutissage superficiel : Utilisé pour des pièces moins profondes, souvent des composants de carrosserie automobile ou des boîtiers.
Emboutissage à chaud : La tôle est chauffée avant d’être emboutie, ce qui est utile pour les matériaux qui sont difficiles à déformer à froid.
Avantages de l’emboutissage de tôle
Efficacité et rapidité : Idéal pour la production en grande série avec des temps de cycle courts.
Précision et qualité : Capable de produire des pièces avec des tolérances précises et des surfaces de haute qualité.
Versatilité : Capable de créer une variété de formes complexes.
Applications
L’emboutissage de tôle est largement utilisé dans divers secteurs industriels :
Automobile : Fabrication de panneaux de carrosserie, de pièces de châssis, de réservoirs à carburant, etc.
Aéronautique : Fabrication de composants structurels, de carénages, etc.
Électroménager : Production de boîtiers, de pièces de machines à laver, de réfrigérateurs, etc.
Emballage : Fabrication de canettes, de boîtes de conserve, de contenants alimentaires, etc.
Conclusion
L’emboutissage de tôle est une méthode essentielle et polyvalente dans l’industrie manufacturière, permettant la production de pièces métalliques avec efficacité et précision. Malgré les coûts initiaux élevés des outillages, ses avantages en termes de rapidité, de précision et de possibilité de production en masse en font un procédé très répandu.
Types d’emboutissage
Emboutissage profond : Utilisé pour produire des pièces de grande profondeur par rapport à leur diamètre, comme les boîtes de conserve, les éviers ou les réservoirs.
Emboutissage de précision : Utilisé pour des pièces nécessitant des tolérances dimensionnelles précises et des surfaces de haute qualité.
Emboutissage à chaud : La feuille de métal est chauffée avant l’emboutissage pour faciliter la déformation, utilisé pour des matériaux difficiles à emboutir à froid comme certains aciers à haute résistance.
Avantages de l’emboutissage
Production de formes complexes : Permet de produire des pièces avec des formes complexes et des contours précis.
Rapidité et efficacité : Convient à la production en grande série grâce à des temps de cycle courts.
Réduction des déchets : Utilisation efficace du matériau, minimisant les déchets.
Inconvénients de l’emboutissage
Coût des outillages : Les matrices et presses sont coûteuses à fabriquer, ce qui peut être prohibitif pour les petites séries.
Limites de matériau : Tous les matériaux ne se prêtent pas à l’emboutissage, particulièrement ceux ayant une faible ductilité.
En résumé, l’emboutissage est un procédé de fabrication essentiel pour la production en série de pièces métalliques, offrant à la fois efficacité et précision dans la formation de formes complexes.
Emboutissage profond
Emboutissage profond
L’emboutissage profond est un procédé spécialisé d’emboutissage de tôle utilisé pour créer des pièces creuses avec une grande profondeur par rapport à leur diamètre. Ce processus est couramment utilisé dans l’industrie automobile, l’aéronautique, l’électroménager, et l’emballage pour produire des composants tels que des réservoirs, des boîtes de conserve, des éviers, et des pièces de carrosserie.
Principe de l’emboutissage profond
L’emboutissage profond implique la déformation d’une feuille de métal pour créer une pièce creuse. Le procédé utilise une matrice (outil femelle) et un poinçon (outil mâle) pour former la tôle en exerçant une force importante.
Étapes du processus d’emboutissage profond
Étapes du processus d’emboutissage profond
Découpe du flan : La tôle est découpée en flans, qui sont des morceaux de métal adaptés à la taille de la pièce finale.
Lubrification : Le flan est lubrifié pour réduire le frottement entre le métal et les outils, facilitant ainsi la déformation et améliorant la qualité de la surface de la pièce.
Positionnement du flan : Le flan est placé sur la matrice inférieure.
Emboutissage : Le poinçon descend et presse le flan dans la matrice. Le métal est progressivement étiré et déformé pour former une pièce creuse.
Retrait de la pièce formée : Après le retrait du poinçon, la pièce formée est retirée de la matrice. Des opérations secondaires, telles que le rognage ou l’ébavurage, peuvent être nécessaires pour finir la pièce.
Caractéristiques de l’emboutissage profond
Rapport profondeur/diamètre élevé : Les pièces fabriquées ont généralement une profondeur importante par rapport à leur diamètre, souvent supérieure à 1:2.
Déformation plastique : Le métal subit une déformation plastique, ce qui signifie qu’il est transformé de manière permanente sans rupture.
Matériaux : Couramment utilisé avec des matériaux tels que l’acier, l’aluminium, le cuivre, et leurs alliages.
Avantages de l’emboutissage profond
Production de pièces complexes : Capable de créer des pièces avec des formes complexes et des géométries profondes.
Efficacité pour les grandes séries : Idéal pour la production en masse avec des temps de cycle relativement courts.
Réduction des soudures : Permet de produire des pièces d’une seule pièce, réduisant ainsi le besoin de soudures et d’assemblages.
Inconvénients de l’emboutissage profond
Coût initial élevé : Les matrices et les presses sont coûteuses à concevoir et à fabriquer.
Complexité des outils : Les outils doivent être conçus avec précision pour éviter les défauts tels que les fissures ou les plis.
Limites sur les matériaux : Certains matériaux peuvent être difficiles à emboutir profondément en raison de leur faible ductilité.
Applications de l’emboutissage profond
Automobile : Fabrication de réservoirs de carburant, de carters d’huile, de pièces de carrosserie, et d’autres composants structurels.
Aéronautique : Production de pièces de fuselage, de carénages, et de composants structurels.
Électroménager : Fabrication de tambours de machines à laver, d’éviers, et d’autres composants ménagers.
Emballage : Production de boîtes de conserve, de canettes, et d’autres types de contenants.
Conclusion
L’emboutissage profond est une technique essentielle pour la fabrication de pièces métalliques creuses avec des formes complexes et des géométries profondes. Malgré les coûts initiaux élevés et la complexité des outils, ses avantages en termes de précision, d’efficacité, et de réduction des opérations d’assemblage en font un procédé très prisé dans de nombreuses industries.
EMS Machines de Formage
Le formage du métal est un processus consistant à façonner le métal dans la forme et la taille souhaitées à l’aide de diverses techniques. Il s’agit d’un processus crucial dans l’industrie manufacturière car il permet la production de différents produits tels que des pièces automobiles, des composants d’avion, des appareils électroménagers et bien d’autres encore.
Le processus de formage du métal consiste à appliquer une force sur le métal pour changer sa forme sans enlever aucune matière. La force peut être appliquée par diverses méthodes telles que le forgeage, le laminage, l’extrusion, l’étirage et l’estampage. Chaque méthode a ses propres avantages et inconvénients, et le choix de la méthode dépend du matériau formé et de la forme souhaitée.
Le forgeage est l’une des techniques de formage des métaux les plus anciennes. Il s’agit de chauffer le métal à haute température, puis d’appliquer une force de compression à l’aide d’un marteau ou d’une presse pour donner au métal la forme souhaitée. Le forgeage est couramment utilisé pour produire de grandes pièces telles que des engrenages, des essieux et des bielles.
Le laminage est une autre technique de formage du métal qui consiste à faire passer le métal à travers une paire de rouleaux pour réduire son épaisseur ou modifier sa forme. Les rouleaux peuvent être lisses ou texturés selon la finition souhaitée. Le laminage est couramment utilisé pour produire des tôles plates, des plaques et des barres.
L’extrusion est une technique de formage du métal qui consiste à pousser une billette ou une tige métallique à travers une matrice pour créer une forme spécifique. L’extrusion peut être utilisée pour produire des formes complexes telles que des tubes, des canaux et des angles.
L’emboutissage est une technique de formage des métaux utilisée pour réaliser des pièces de forme cylindrique, comme des tubes ou des tuyaux. Le processus consiste à tirer le métal à travers une matrice pour réduire son diamètre et augmenter sa longueur. Le tréfilage est couramment utilisé dans la production de fils, de tiges et de tubes.
L’emboutissage est une technique de formage du métal qui consiste à couper, poinçonner ou plier le métal dans une forme spécifique à l’aide d’une matrice. Le processus peut être utilisé pour produire des pièces avec une grande précision et répétabilité. L’estampage est couramment utilisé dans la production de pièces automobiles, d’appareils électroménagers et d’appareils électroniques.
En plus de ces techniques, il existe de nombreuses autres méthodes de formage des métaux telles que le filage, l’emboutissage profond et l’hydroformage. Chaque méthode a ses propres avantages et inconvénients, et le choix de la méthode dépend des exigences spécifiques du produit fabriqué.
Le formage des métaux est un processus complexe qui nécessite un haut niveau de compétence et d’expertise. Le succès du processus dépend de nombreux facteurs tels que le type de matériau formé, l’équipement utilisé et l’expérience de l’opérateur. En comprenant les différentes techniques de formage des métaux et en choisissant la méthode adaptée au travail, les fabricants peuvent produire des pièces de haute qualité qui répondent aux besoins spécifiques de leurs clients.