

Presse à Emboutir: Les technologies industrielles de transformation des matériaux sont au cœur de l’évolution des secteurs manufacturiers modernes. Parmi ces technologies, les machines de formage et les presses occupent une place centrale dans les processus de fabrication et de production en masse. Ces machines permettent la transformation de matières premières en produits finis ou semi-finis, utilisés dans divers secteurs comme l’automobile, l’aérospatial, l’électroménager, et bien plus encore.
Les avancées technologiques dans ces équipements ont considérablement amélioré la précision, la rapidité et l’efficacité des procédés de production, répondant aux besoins croissants de l’industrie pour des produits de qualité supérieure, à des coûts compétitifs. Que ce soit pour des applications de formage, de découpe, de pliage ou d’emboutissage, ces machines constituent un maillon essentiel dans la chaîne de production industrielle. Dans ce contexte, ce guide vous présente en détail diverses catégories de machines et presses utilisées dans l’industrie métallurgique et manufacturière. Chaque section abordera un type spécifique de machine, ses caractéristiques, ses avantages et ses principales applications.
Le contenu suivant couvre des équipements allant des machines de formage aux presses hydrauliques, en passant par les machines de polissage et d’ébavurage, offrant ainsi une vue d’ensemble complète des technologies disponibles pour la transformation des métaux.
Machine de Formage
Les machines de formage jouent un rôle clé dans la transformation des métaux et d’autres matériaux à travers des procédés mécaniques, thermiques ou hydrauliques. Leur objectif principal est de façonner une pièce en lui donnant une forme prédéfinie, souvent sans enlever de matière, ce qui les distingue des procédés d’usinage ou de découpe.
Fonctionnement des Machines de Formage
Le principe de base d’une machine de formage repose sur l’application d’une force mécanique ou hydraulique pour déformer un matériau, généralement un métal, jusqu’à obtenir la forme désirée. Ce processus peut se dérouler à chaud ou à froid, selon la nature du matériau et le type de formage souhaité. Les machines de formage comprennent diverses catégories d’équipements, chacune adaptée à un type spécifique de transformation, comme le pliage, l’étirage, le cintrage ou le laminage.
Parmi les technologies de formage les plus utilisées, on trouve :
- Le formage à froid : utilisé principalement pour les métaux fins et ductiles, cette technique permet de déformer le matériau à température ambiante sans le chauffer, conservant ainsi ses propriétés mécaniques.
- Le formage à chaud : dans ce cas, le matériau est chauffé au-dessus de sa température de recristallisation, ce qui permet de faciliter sa déformation tout en limitant les contraintes internes.
Types de Machines de Formage
Il existe plusieurs types de machines de formage, en fonction de l’application spécifique :
- Machines de formage par étirage : ces machines sont souvent utilisées pour la production de grandes pièces, comme les panneaux de carrosserie dans l’industrie automobile.
- Machines de formage par pliage : adaptées au pliage de tôles métalliques, ces machines permettent de réaliser des angles précis sur des matériaux rigides.
- Machines de formage par laminage : elles servent principalement à réduire l’épaisseur d’un matériau, tout en augmentant sa longueur, très utilisées dans la production de feuilles de métal.
Avantages des Machines de Formage
Les machines de formage offrent plusieurs avantages dans le processus de fabrication industrielle :
- Efficacité : Elles permettent de transformer rapidement des matières premières en pièces finies ou semi-finies, réduisant ainsi les délais de production.
- Précision : Grâce aux innovations technologiques, ces machines peuvent produire des pièces aux tolérances très précises, même dans des matériaux difficiles à travailler.
- Réduction des pertes de matière : Contrairement à d’autres procédés comme l’usinage, le formage ne produit que très peu de déchets, ce qui en fait un processus plus économique et respectueux de l’environnement.
Applications Industrielles
Les machines de formage sont largement utilisées dans divers secteurs industriels :
- Automobile : pour la fabrication de châssis, de pièces de carrosserie, et autres composants critiques.
- Aéronautique : des pièces complexes et légères, telles que les structures d’aile et les panneaux de fuselage, sont souvent formées à l’aide de ces machines.
- Construction : dans la production de poutres, de barres et d’autres composants structurels utilisés dans les bâtiments et les infrastructures.
Presse à Emboutir

La presse à emboutir est une machine utilisée dans l’industrie pour transformer une feuille de métal en une forme tridimensionnelle complexe, grâce à un processus de déformation appelé emboutissage. Ce procédé est couramment utilisé dans la fabrication de pièces métalliques pour des industries telles que l’automobile, l’aéronautique, et l’électroménager.
Fonctionnement de la Presse à Emboutir
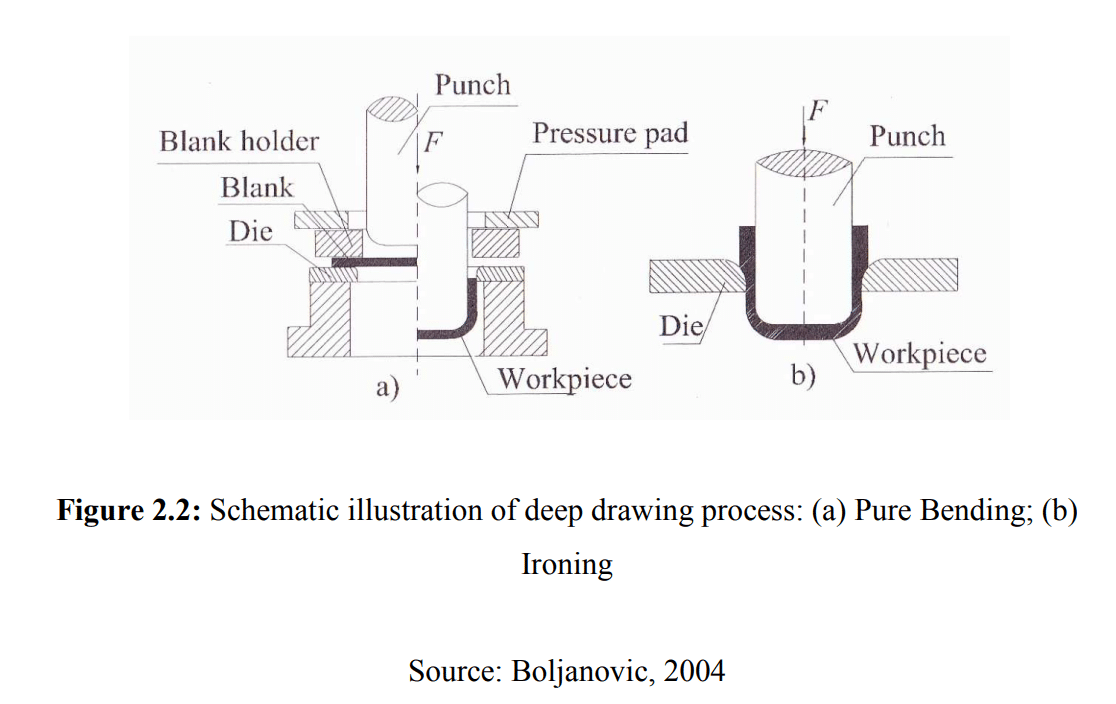
L’emboutissage est un processus de formage à froid, où une feuille métallique, appelée flan, est pressée entre une matrice et un poinçon. Le poinçon descend, déformant la feuille en lui donnant la forme souhaitée, généralement en une seule étape ou à travers une série de coups successifs pour des pièces plus complexes. Ce procédé permet de produire des formes précises et détaillées, souvent avec des géométries qui seraient difficiles, voire impossibles, à obtenir avec d’autres méthodes de fabrication.
Les presses à emboutir peuvent être actionnées mécaniquement, hydrauliquement ou via une combinaison des deux. Les presses hydrauliques sont couramment utilisées pour les opérations d’emboutissage profond, où de grandes forces sont nécessaires pour former des pièces aux formes complexes sans risque de déformation ou de fissuration du matériau.
Types de Presses à Emboutir
Il existe plusieurs types de presses à emboutir, chacune étant adaptée à des applications spécifiques :
- Presse mécanique : Utilisée pour des processus à grande vitesse, elle est plus adaptée à des opérations répétitives où la précision de chaque coup est essentielle.
- Presse hydraulique : Permet de mieux contrôler la pression et est plus adaptée pour les opérations nécessitant une grande force de formage, comme l’emboutissage profond.
- Presse servo-électrique : Combine la précision et le contrôle des presses hydrauliques avec la rapidité des presses mécaniques. Elle est idéale pour les opérations nécessitant à la fois rapidité et précision.
Avantages des Presses à Emboutir
Les presses à emboutir sont largement utilisées dans l’industrie pour plusieurs raisons :
- Productivité élevée : Ces machines permettent la production rapide de pièces complexes, souvent en une seule opération, ce qui augmente considérablement la cadence de fabrication.
- Flexibilité : Elles peuvent traiter une grande variété de matériaux, des métaux plus légers comme l’aluminium aux matériaux plus résistants comme l’acier inoxydable.
- Réduction des coûts : Grâce à leur efficacité et à leur capacité à produire des formes complexes en une seule opération, elles permettent de réduire les coûts de production par pièce, surtout dans les grandes séries.
- Précision et qualité : Les presses à emboutir modernes sont capables de produire des pièces avec des tolérances très serrées, minimisant ainsi les défauts et les rebuts.
Applications des Presses à Emboutir
L’emboutissage est un procédé essentiel dans diverses industries, notamment :
- Automobile : La fabrication des carrosseries de voitures, des portes, des capots, et d’autres pièces structurelles repose largement sur des presses à emboutir. La rapidité de production et la précision sont des atouts majeurs pour ce secteur.
- Aéronautique : Dans ce secteur, des pièces légères et complexes, telles que les carénages et les composants de structure d’aéronefs, sont souvent fabriquées par emboutissage pour assurer des tolérances strictes tout en minimisant le poids.
- Électroménager : Des composants tels que les coques extérieures des machines à laver, les tambours et les panneaux sont fréquemment produits par emboutissage, en raison de la précision et de la vitesse du processus.
Innovations Technologiques
Les presses à emboutir ont connu plusieurs évolutions ces dernières années, avec l’introduction de technologies avancées comme :
- L’emboutissage numérique : Des logiciels de simulation permettent désormais de prévoir et d’optimiser le processus d’emboutissage avant même de commencer la production, réduisant ainsi les erreurs et améliorant la qualité du produit fini.
- Presses à emboutissage automatique : Ces presses automatisées augmentent la cadence de production tout en minimisant les erreurs humaines, ce qui est crucial dans des industries où la précision est primordiale.
- Emboutissage à chaud : Cette technique consiste à chauffer la feuille de métal avant de l’emboutir, ce qui permet de créer des pièces encore plus complexes tout en limitant le risque de fissuration.
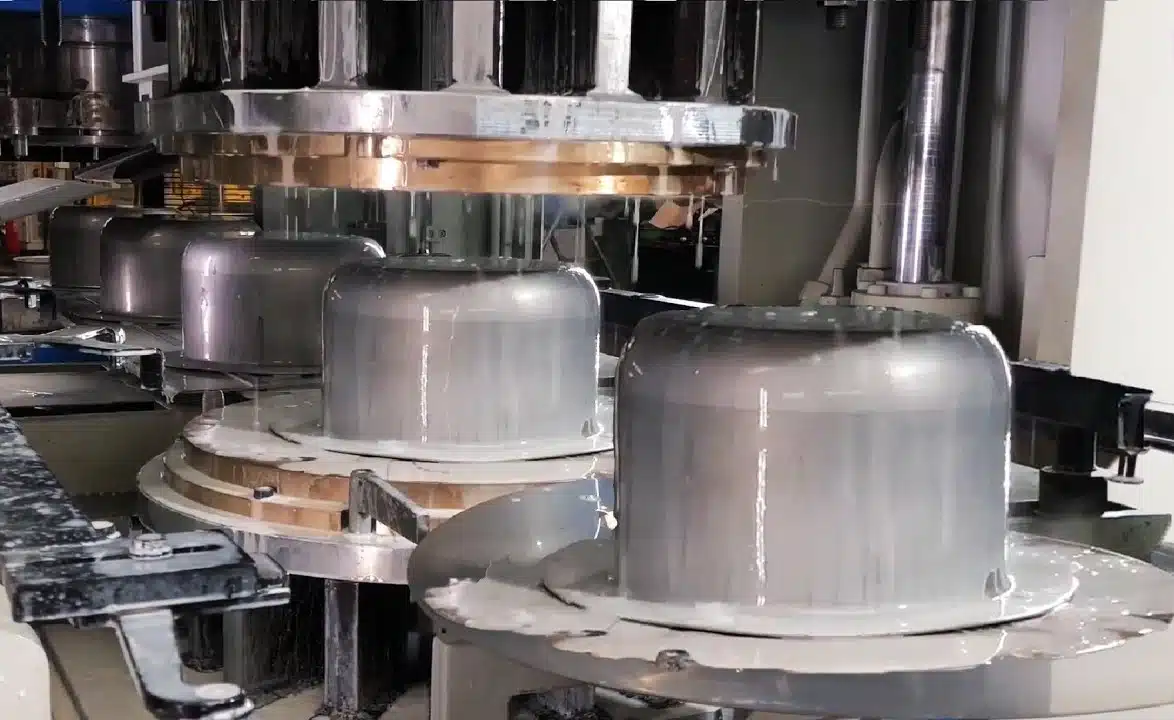
Machines à Filer les Métaux

Les machines à filer les métaux sont des équipements industriels spécialisés dans la transformation de métaux à l’aide d’un procédé appelé le filage. Ce procédé consiste à déformer une pièce métallique en la faisant tourner rapidement tout en exerçant une pression contrôlée, permettant ainsi de créer des formes symétriques et précises. Le filage des métaux est utilisé principalement pour la production de pièces de forme cylindrique, conique ou de révolution.
Fonctionnement du Filage des Métaux
Le filage des métaux est un procédé de formage à froid ou à chaud, selon le type de matériau et les spécifications de la pièce à fabriquer. Le processus commence par la fixation d’un disque ou d’un tube de métal sur un mandrin rotatif. Ce mandrin sert de support pour former le métal en utilisant un outil de formage qui applique une pression pendant que le métal tourne à grande vitesse.
- Filage manuel : Bien que ce procédé soit souvent automatisé dans les grandes industries, il existe encore des opérations de filage manuel, où un opérateur guide l’outil de filage pour donner au métal la forme souhaitée. Ce type de filage est souvent réservé à des pièces complexes ou de petites séries.
- Filage automatique : Les machines à filer automatiques sont capables de produire des pièces à grande échelle avec une grande précision et constance. L’ensemble du processus est contrôlé par un système informatique qui régule la pression, la vitesse de rotation et la forme de l’outil.
Types de Filage
Il existe plusieurs types de procédés de filage selon le résultat souhaité :
- Filage conventionnel : Le procédé le plus courant, utilisé pour créer des formes simples comme des cônes ou des cylindres.
- Filage à compression : Ce procédé consiste à réduire l’épaisseur du métal tout en formant la pièce, ce qui est souvent utilisé pour les pièces nécessitant une résistance accrue.
- Filage assisté par ordinateur (CNC) : Utilisé pour des pièces complexes nécessitant une grande précision, ce procédé fait appel à des commandes numériques pour ajuster en temps réel la pression et la vitesse du processus.
Avantages du Filage des Métaux
Le filage des métaux présente plusieurs avantages distincts par rapport à d’autres procédés de formage :
- Production sans soudure : Le filage permet de créer des pièces creuses sans nécessiter de soudure, ce qui est essentiel pour la production de pièces de haute intégrité, notamment dans les secteurs de l’aéronautique ou de la chimie.
- Faible coût de production : En comparaison avec des procédés comme l’emboutissage profond, le filage nécessite des outillages relativement simples, ce qui réduit les coûts pour des productions de petites à moyennes séries.
- Haute précision : Les machines à filer modernes, surtout celles assistées par ordinateur, permettent d’obtenir des tolérances extrêmement serrées, indispensables dans des secteurs exigeants comme l’automobile ou la défense.
- Flexibilité : Le filage peut être utilisé pour une large gamme de matériaux, y compris l’aluminium, le cuivre, l’acier inoxydable, et même certains alliages exotiques utilisés dans l’aéronautique.
Applications des Machines à Filer
Les machines à filer les métaux trouvent des applications dans plusieurs industries :
- Aéronautique : Dans ce secteur, le filage est utilisé pour fabriquer des pièces légères et résistantes telles que des cônes de nez, des fuselages ou des réservoirs de carburant. La capacité du filage à produire des pièces sans soudure est un avantage majeur dans la fabrication d’équipements aéronautiques où la sécurité et la fiabilité sont primordiales.
- Automobile : Les composants tels que les roues, les jantes, les réservoirs et certains éléments de châssis sont souvent produits par filage en raison de la précision et de la solidité des pièces obtenues.
- Éclairage et mobilier : Le filage est également utilisé pour produire des luminaires, des abat-jours et des éléments décoratifs en métal, où la combinaison de formes complexes et de finitions lisses est très appréciée.
- Industrie chimique et pétrochimique : Des récipients sous pression et des réservoirs utilisés pour le stockage et le transport de produits chimiques dangereux sont souvent fabriqués par filage pour garantir une haute résistance et une étanchéité parfaite.
Innovations Récentes
L’évolution des machines à filer les métaux a suivi les avancées technologiques dans l’automatisation et la robotique :
- Machines CNC à filage : Ces machines à commande numérique permettent une précision accrue et la possibilité de fabriquer des pièces complexes en une seule opération, tout en optimisant les temps de cycle.
- Filage assisté par robot : Certaines machines sont équipées de bras robotiques capables de manipuler des pièces volumineuses ou complexes, ce qui augmente la flexibilité du procédé tout en réduisant les besoins en main-d’œuvre qualifiée.
- Matériaux avancés : Avec la montée en popularité des matériaux composites et des alliages exotiques, les machines à filer se sont adaptées pour être capables de traiter ces matériaux difficiles tout en conservant la précision et la qualité des pièces produites.
Presses de Formage des Métaux

Les presses de formage des métaux sont des machines industrielles utilisées pour déformer des matériaux métalliques afin de leur donner une forme spécifique. Ce processus de formage peut impliquer des actions telles que le pliage, l’emboutissage, l’étirage ou la découpe. Les presses de formage jouent un rôle essentiel dans la production de pièces métalliques, que ce soit dans l’automobile, l’aéronautique, ou les secteurs de la construction et de l’électroménager.
Fonctionnement des Presses de Formage
Le fonctionnement d’une presse de formage repose sur l’application d’une grande force mécanique ou hydraulique pour déformer un morceau de métal. Le métal est placé sur une matrice ou un moule, puis une presse applique une pression contrôlée, soit en une seule fois, soit de manière progressive, afin de lui donner la forme désirée.
- Presses mécaniques : Ce type de presse utilise un moteur et des engrenages pour générer la force nécessaire au formage du métal. Les presses mécaniques sont souvent préférées pour les opérations rapides et répétitives.
- Presses hydrauliques : Elles fonctionnent à l’aide d’un fluide sous pression pour générer la force. Ce type de presse est souvent utilisé pour des opérations de formage nécessitant un contrôle précis de la pression, notamment dans les applications complexes comme l’emboutissage profond.
Les presses peuvent être classées selon leur mode d’action :
- Presses à simple action : Une seule pression est appliquée au matériau pour réaliser le formage. Cela convient à des pièces plus simples.
- Presses à double action : Ce type de presse comporte deux opérations simultanées, avec une première pression pour maintenir la pièce et une seconde pour la déformer. Elle est souvent utilisée pour des formes plus complexes.
- Presses progressives : Elles effectuent plusieurs étapes de formage en une seule séquence, avec chaque coup de la presse apportant une déformation supplémentaire. Ce processus est largement utilisé pour des pièces complexes nécessitant plusieurs opérations de formage.
Types de Presses de Formage
Il existe plusieurs types de presses de formage, chacune étant adaptée à des besoins industriels spécifiques :
- Presse à friction : Utilisée pour des opérations nécessitant un contrôle précis de la vitesse et de la force, comme le forgeage ou l’estampage.
- Presse de formage à chaud : Utilisée pour former des métaux chauffés à haute température, souvent pour des alliages qui sont difficiles à travailler à froid.
- Presse à col de cygne (C-frame) : Souvent utilisée dans des opérations plus légères, elle permet un accès facile à la zone de formage, ce qui est utile pour des pièces de petite taille.
- Presse à cadre en H (H-frame) : Plus robuste, elle est utilisée pour des opérations nécessitant une grande stabilité et une force de formage élevée.
Avantages des Presses de Formage des Métaux
Les presses de formage offrent des avantages significatifs dans les processus de fabrication industrielle :
- Précision : Grâce à la régularité de la force appliquée, les presses de formage peuvent produire des pièces avec des tolérances très serrées, ce qui est crucial dans des industries comme l’automobile ou l’électronique.
- Efficacité de production : Les presses modernes permettent un formage rapide et répétitif, assurant une productivité élevée tout en réduisant les coûts par pièce.
- Flexibilité : Ces machines peuvent traiter différents types de métaux, allant des aciers aux alliages légers comme l’aluminium, et peuvent être ajustées pour produire des pièces de formes variées.
- Adaptabilité : Que ce soit pour le formage à chaud ou à froid, les presses de formage sont capables de s’adapter aux différents besoins de production selon le type de matériau et la forme désirée.
Applications des Presses de Formage
Les presses de formage sont essentielles dans de nombreux secteurs industriels :
- Automobile : Les composants critiques comme les panneaux de carrosserie, les châssis, et d’autres pièces structurelles sont fréquemment fabriqués à l’aide de presses de formage. Leur capacité à produire des pièces légères mais solides est un atout majeur dans la réduction du poids des véhicules tout en assurant leur robustesse.
- Aéronautique : Dans ce secteur, la précision et la qualité des pièces sont primordiales. Les presses de formage sont utilisées pour créer des pièces légères et résistantes, indispensables à la sécurité et à l’efficacité des avions.
- Industrie électrique : Les boîtiers métalliques pour appareils électriques, ainsi que d’autres composants en métal, sont souvent fabriqués par le biais de presses de formage, grâce à leur capacité à produire des pièces avec une grande précision.
- Construction : Les poutres, supports et autres éléments structurels métalliques utilisés dans les bâtiments et les infrastructures sont souvent produits à l’aide de ces presses, permettant d’obtenir des pièces standardisées et robustes.
Innovations Technologiques dans les Presses de Formage
L’industrie des presses de formage a vu de nombreuses innovations au fil des ans, améliorant l’efficacité et la précision des machines :
- Contrôle numérique : Les presses modernes sont souvent équipées de systèmes CNC (Commande Numérique par Calculateur) qui permettent de programmer et d’ajuster avec précision les paramètres de formage, garantissant une production plus rapide et moins d’erreurs.
- Automatisation : Les presses automatisées permettent d’augmenter la productivité tout en réduisant les besoins en main-d’œuvre. Des robots peuvent être intégrés pour alimenter la presse et retirer les pièces finies, accélérant ainsi les temps de cycle.
- Technologie écoénergétique : Certaines presses sont maintenant conçues pour utiliser moins d’énergie, tout en offrant une puissance de formage équivalente, réduisant ainsi les coûts opérationnels et l’empreinte carbone des usines.
Presse de Découpe Rapide

La presse de découpe rapide est un équipement industriel spécialisé dans la découpe de matériaux, principalement métalliques, à grande vitesse et avec une extrême précision. Ce type de presse est essentiel dans les environnements de production où des volumes élevés de pièces découpées avec précision sont nécessaires, notamment dans les secteurs de l’automobile, de l’électronique, de l’emballage, et de l’aérospatiale.
Fonctionnement de la Presse de Découpe Rapide
Le processus de découpe rapide repose sur l’utilisation d’une presse pour exercer une force sur une matrice, dans laquelle le matériau est positionné. Sous cette pression, le matériau est découpé à la forme désirée en un temps extrêmement court. Contrairement aux processus de découpe traditionnels, qui peuvent être plus lents ou moins précis, la presse de découpe rapide permet de traiter de grandes quantités de matériaux tout en assurant une qualité constante.
- Presse mécanique : Ce type de presse utilise un mécanisme à volant pour générer la force de découpe. Elle est idéale pour des cadences de production très élevées, pouvant réaliser des milliers de découpes à l’heure.
- Presse hydraulique : Les presses hydrauliques, bien que généralement plus lentes, offrent un contrôle plus précis de la force et sont utilisées pour des découpes nécessitant une extrême précision, ou pour des matériaux plus difficiles à découper.
- Presse servo-électrique : Ce type de presse combine la rapidité des presses mécaniques et la précision des presses hydrauliques. Elle utilise un moteur servo-électrique pour générer la force nécessaire, offrant ainsi une grande flexibilité dans le contrôle des paramètres de découpe.
Types de Découpe
Les presses de découpe rapide peuvent réaliser différents types de découpe, en fonction de la forme finale souhaitée et du type de matériau utilisé :
- Découpe à blanc : Une opération qui consiste à séparer une pièce d’un matériau plus grand sans formation supplémentaire. Cela est couramment utilisé pour produire des composants plats ou des pièces prêtes pour un autre processus de formage.
- Découpe progressive : Le matériau passe à travers plusieurs étapes de découpe successives pour aboutir à une pièce finale plus complexe. Chaque étape enlève une partie spécifique du matériau.
- Découpe fine : Utilisée pour des tolérances très serrées, notamment dans des applications où une haute précision et une finition de bord lisse sont essentielles, comme dans l’industrie de l’électronique ou l’horlogerie.
Avantages de la Presse de Découpe Rapide
Les presses de découpe rapide offrent plusieurs avantages qui en font un choix privilégié dans l’industrie moderne :
- Vitesse de production : Grâce à leur capacité à effectuer des découpes rapidement et en continu, ces presses permettent de produire un grand nombre de pièces dans un laps de temps réduit, augmentant ainsi la productivité de l’usine.
- Précision : Ces presses sont capables de réaliser des découpes d’une précision exceptionnelle, même à grande vitesse, ce qui est crucial pour des pièces nécessitant des tolérances serrées.
- Réduction des coûts : En automatisant le processus de découpe et en augmentant la cadence de production, les presses de découpe rapide contribuent à réduire les coûts de production par pièce, particulièrement dans les productions en série.
- Flexibilité : Certaines presses de découpe rapide peuvent être configurées pour réaliser différents types de découpes sur un même matériau, offrant ainsi une grande flexibilité dans les lignes de production.
Applications des Presses de Découpe Rapide
Ces presses sont largement utilisées dans plusieurs secteurs industriels en raison de leur capacité à traiter des volumes élevés de matériaux avec précision :
- Automobile : La découpe des tôles utilisées pour les carrosseries, les châssis, et autres pièces structurelles est souvent réalisée avec des presses de découpe rapide pour répondre aux besoins de production de masse du secteur.
- Aéronautique : Dans ce secteur, la précision et la qualité des composants sont primordiales. Les presses de découpe rapide sont utilisées pour découper des pièces métalliques légères et complexes qui nécessitent des tolérances strictes.
- Électronique : Les composants en métal de petite taille, comme les connecteurs ou les circuits imprimés, sont souvent découpés à l’aide de presses rapides, car ces pièces nécessitent une précision extrême.
- Emballage : Le secteur de l’emballage utilise souvent des presses de découpe rapide pour produire des emballages en métal ou en plastique à haute vitesse, répondant ainsi aux besoins du marché de masse.
Innovations et Évolutions Technologiques
Les presses de découpe rapide bénéficient des avancées technologiques qui optimisent leurs performances :
- Systèmes CNC et automatisation : Les presses modernes sont souvent équipées de commandes numériques par calculateur (CNC) permettant une programmation précise de chaque opération de découpe. Cela permet un ajustement rapide et précis des paramètres de découpe pour différentes pièces, ce qui est essentiel dans des environnements de production variés.
- Presses intelligentes : Certaines machines sont dotées de capteurs et de systèmes de surveillance en temps réel qui peuvent ajuster les paramètres en fonction des conditions réelles du matériau ou de l’usure des outils, garantissant ainsi une qualité constante.
- Économies d’énergie : De plus en plus de presses sont conçues pour être plus efficaces sur le plan énergétique, réduisant ainsi les coûts d’exploitation et contribuant à une production plus durable.
Presses à Rogner

Les presses à rogner sont des machines industrielles utilisées pour enlever l’excédent de matière autour d’une pièce après un processus de formage, d’emboutissage ou de moulage. Ce procédé de rognage permet d’obtenir des pièces finales avec des contours précis et nets, en supprimant toute bavure ou excès de métal qui pourrait affecter la qualité et l’esthétique de la pièce.
Fonctionnement des Presses à Rogner
Le processus de rognage consiste à placer la pièce formée dans une matrice et à utiliser une presse pour couper ou retirer les parties excédentaires. Le rognage est souvent l’étape finale après des opérations de formage comme l’emboutissage ou le moulage, où le matériau est déformé pour créer une forme spécifique, mais laisse généralement des bords irréguliers ou du surplus de matière.
- Presses mécaniques : Ce type de presse est couramment utilisé pour des opérations de rognage à haute vitesse. Les presses mécaniques sont particulièrement adaptées à des séries de production où un grand nombre de pièces doivent être rognées en un minimum de temps.
- Presses hydrauliques : Les presses hydrauliques sont privilégiées dans les cas où une grande force de rognage est nécessaire ou lorsque des matériaux plus durs doivent être traités. Elles permettent également un meilleur contrôle de la pression, ce qui est utile pour des pièces plus complexes.
- Presses de rognage automatiques : Dans les environnements de production moderne, les presses à rogner automatiques intègrent des systèmes robotisés et des capteurs pour une opération continue sans intervention humaine, ce qui augmente la productivité tout en garantissant une qualité constante.
Types de Processus de Rognage
Il existe plusieurs types de rognage en fonction de la nature de la pièce et du type de matériau utilisé :
- Rognage mécanique : Ce type de rognage utilise une force mécanique pour découper les excédents de matériau. Il est couramment utilisé pour des pièces en métal formées par emboutissage ou forgeage.
- Rognage par cisaillement : Un procédé où la pièce est cisaillée pour enlever les excédents de matière, souvent utilisé pour des matériaux plus épais ou plus durs.
- Rognage manuel : Dans certains cas, des opérations manuelles sont nécessaires pour rogner des pièces particulièrement complexes ou lorsque la production n’est pas adaptée à une automatisation complète.
- Rognage par usinage : Des outils de coupe rotatifs sont utilisés pour enlever les bavures ou excès de métal, ce qui permet d’obtenir une finition plus lisse, particulièrement dans les pièces qui nécessitent une précision accrue.
Avantages des Presses à Rogner
Les presses à rogner sont essentielles dans les processus de fabrication industrielle pour plusieurs raisons :
- Finition de haute qualité : Le rognage permet d’obtenir des bords propres et lisses, essentiels dans les secteurs où l’esthétique et la précision sont primordiales, comme l’automobile et l’aéronautique.
- Productivité accrue : Les presses à rogner automatiques ou à grande vitesse permettent de traiter un grand nombre de pièces en peu de temps, augmentant ainsi le rendement de la production.
- Réduction des déchets : En enlevant uniquement l’excédent de matière nécessaire, le rognage réduit les déchets et maximise l’utilisation des matériaux, contribuant à une production plus rentable et durable.
- Flexibilité : Les presses à rogner peuvent être adaptées pour traiter divers types de matériaux, des métaux légers comme l’aluminium aux alliages plus durs, rendant ce procédé polyvalent dans de nombreux secteurs.
Applications des Presses à Rogner
Le rognage est une étape essentielle dans la fabrication de nombreuses pièces industrielles, et il est utilisé dans plusieurs secteurs :
- Automobile : Dans la fabrication de pièces de carrosserie, d’éléments de moteur ou de composants structurels, le rognage permet d’éliminer les bavures ou excédents de métal résultant des processus d’emboutissage ou de moulage, garantissant ainsi une finition parfaite.
- Aéronautique : Les pièces utilisées dans les avions doivent souvent répondre à des normes strictes en matière de précision et de sécurité. Le rognage est utilisé pour éliminer les irrégularités après le formage des pièces métalliques, notamment pour les ailes, les carénages et autres composants critiques.
- Électronique : Dans la fabrication de petits composants métalliques, comme les connecteurs ou les boîtiers, le rognage permet de garantir des tolérances serrées et des contours précis, indispensables pour l’assemblage de circuits électroniques.
- Électroménager : Les pièces métalliques utilisées dans les appareils électroménagers, comme les tambours de machines à laver ou les coques de réfrigérateurs, doivent souvent être rognées pour garantir une finition soignée et sécurisée.
Innovations dans le Rognage Industriel
Les avancées technologiques dans le domaine des presses à rogner ont conduit à des innovations majeures, améliorant à la fois l’efficacité et la précision du processus :
- Rognage automatisé : L’intégration de robots et de systèmes de capteurs dans les presses permet un rognage entièrement automatisé, augmentant ainsi la productivité tout en réduisant les risques d’erreur humaine.
- Systèmes CNC : Les commandes numériques permettent de programmer précisément chaque opération de rognage, garantissant une uniformité parfaite d’une pièce à l’autre, même à grande échelle.
- Machines multi-processus : Certaines machines combinent le rognage avec d’autres opérations, comme l’emboutissage ou l’ébavurage, permettant ainsi de réduire les temps de manipulation et d’optimiser les processus de production.
Presses de Formage à Froid

Les presses de formage à froid sont des machines industrielles utilisées pour déformer des métaux sans les chauffer, contrairement au formage à chaud. Ce processus consiste à appliquer une pression intense à température ambiante pour plier, étirer, emboutir ou découper le matériau, tout en préservant ses propriétés mécaniques. Le formage à froid est particulièrement apprécié dans les secteurs où la précision, la résistance et la durabilité des pièces sont essentielles.
Fonctionnement des Presses de Formage à Froid
Le principe du formage à froid repose sur l’application d’une force mécanique ou hydraulique sur une pièce métallique pour lui donner une forme spécifique. Contrairement au formage à chaud, où le métal est chauffé pour faciliter sa déformation, le formage à froid exige des machines plus puissantes pour surmonter la résistance naturelle du métal. Ce procédé est couramment utilisé pour des métaux ductiles, comme l’acier doux, l’aluminium et le cuivre, qui peuvent être déformés sans rupture même à température ambiante.
Les presses de formage à froid se distinguent en fonction de leur méthode d’application de la pression :
- Presses mécaniques : Utilisées pour des opérations de formage à grande vitesse, ces presses sont souvent privilégiées pour des productions en série, comme l’emboutissage rapide de pièces simples.
- Presses hydrauliques : Ces machines offrent un contrôle précis de la pression appliquée, permettant de former des pièces plus complexes et d’utiliser des matériaux plus résistants. Elles sont idéales pour des opérations nécessitant une force continue.
- Presses servo-électriques : Elles combinent la rapidité des presses mécaniques avec la précision des presses hydrauliques, tout en réduisant la consommation d’énergie et les bruits générés.
Types de Processus de Formage à Froid
Le formage à froid regroupe plusieurs techniques en fonction de la pièce et de la géométrie à obtenir :
- Emboutissage : Une pièce est déformée à froid pour lui donner une forme tridimensionnelle. L’emboutissage à froid est utilisé pour fabriquer des composants tels que les boîtiers, les réservoirs et les coques de véhicules.
- Pliage : La presse applique une force sur une feuille de métal pour la plier à un angle spécifique, généralement à l’aide d’une matrice de pliage. Ce procédé est utilisé pour fabriquer des pièces structurelles comme des poutres et des panneaux.
- Extrusion à froid : Une pièce est forcée à travers une matrice pour lui donner une forme allongée. Ce procédé permet de fabriquer des tubes, des barres ou des profils métalliques complexes avec des tolérances très serrées.
- Forgeage à froid : Une pression est appliquée sur une pièce métallique pour la comprimer et la façonner sans la chauffer. Ce procédé est souvent utilisé pour produire des pièces mécaniques résistantes comme des boulons et des engrenages.
Avantages du Formage à Froid
Le formage à froid présente plusieurs avantages par rapport au formage à chaud :
- Précision accrue : Comme le métal n’est pas chauffé, il conserve mieux ses dimensions d’origine, permettant d’obtenir des pièces avec des tolérances plus serrées et des formes plus précises.
- Meilleure résistance des pièces : Le formage à froid améliore les propriétés mécaniques du métal, en augmentant sa résistance et sa dureté par écrouissage, ce qui rend les pièces plus robustes et durables.
- Efficacité énergétique : Contrairement au formage à chaud, le formage à froid ne nécessite pas de chauffer le métal, ce qui réduit la consommation d’énergie et les coûts associés.
- Qualité de surface améliorée : Les pièces formées à froid ont généralement une surface plus lisse et ne nécessitent pas de finitions supplémentaires, ce qui permet de réduire les étapes de post-traitement.
Applications des Presses de Formage à Froid
Le formage à froid est utilisé dans divers secteurs industriels en raison de sa capacité à produire des pièces de haute précision et à grande échelle :
- Automobile : De nombreuses pièces automobiles, comme les composants de châssis, les supports et les pièces structurelles, sont fabriquées par formage à froid en raison de leur robustesse et de leur précision.
- Aéronautique : Dans l’industrie aéronautique, où la qualité et la sécurité sont primordiales, le formage à froid est utilisé pour fabriquer des pièces légères et résistantes, comme des supports, des ferrures et des pièces de fuselage.
- Électronique : Le formage à froid permet de produire des composants métalliques fins et précis, comme des connecteurs et des boîtiers, indispensables dans la fabrication de circuits électroniques.
- Industrie des outils et machines : De nombreux outils, boulons, écrous et pièces mécaniques sont fabriqués par formage à froid, car ce procédé permet de produire des pièces solides et résistantes aux contraintes mécaniques.
Innovations dans le Formage à Froid
Les presses de formage à froid ont connu des avancées technologiques significatives ces dernières années, améliorant leur efficacité et leurs performances :
- Commandes numériques (CNC) : L’intégration de systèmes CNC permet un contrôle précis de chaque étape du processus de formage, garantissant une uniformité parfaite des pièces produites, même à grande échelle.
- Automatisation : Les presses de formage à froid sont de plus en plus automatisées, avec des systèmes robotisés qui alimentent et retirent les pièces, augmentant ainsi la productivité tout en réduisant les besoins en main-d’œuvre.
- Matériaux avancés : Le formage à froid de nouveaux alliages et matériaux composites permet d’obtenir des pièces plus légères, plus résistantes et plus adaptées aux applications modernes, notamment dans les secteurs de la défense et de l’aéronautique.
- Presses hybrides : Combinant les avantages des presses mécaniques, hydrauliques et servo-électriques, ces machines permettent de s’adapter à une large gamme de matériaux et de processus, tout en optimisant l’efficacité énergétique.
Presse Hydraulique d’Emboutissage
La presse hydraulique d’emboutissage est une machine industrielle puissante utilisée pour transformer des feuilles de métal en des formes tridimensionnelles complexes. L’emboutissage, processus de formage du métal par déformation, nécessite des forces importantes pour obtenir des pièces avec des géométries précises. Grâce à leur capacité à générer une force de pression continue et élevée, les presses hydrauliques sont idéales pour ce type d’opération.
Fonctionnement des Presses Hydrauliques d’Emboutissage
Les presses hydrauliques fonctionnent en utilisant un fluide sous pression pour générer une force capable de déformer des matériaux métalliques. Lors du processus d’emboutissage, une feuille métallique, appelée flan, est placée entre une matrice et un poinçon. La presse hydraulique applique ensuite une force uniforme sur le poinçon pour pousser la feuille à travers la matrice, créant ainsi une pièce avec des formes détaillées et complexes.
Contrairement aux presses mécaniques, qui génèrent une force maximale à un point donné, les presses hydrauliques peuvent appliquer une force constante tout au long du cycle de travail, ce qui est particulièrement important dans des processus comme l’emboutissage profond, où le matériau est fortement déformé.
Types de Presses Hydrauliques d’Emboutissage
Il existe plusieurs types de presses hydrauliques adaptées à l’emboutissage, chacune ayant des caractéristiques spécifiques selon les applications :
- Presse à action simple : Ce type de presse hydraulique est utilisé pour des opérations d’emboutissage de base, où une seule force est appliquée pour déformer le métal.
- Presse à double action : Ces presses sont équipées de deux vérins hydrauliques : l’un pour maintenir la feuille de métal en place pendant le processus, et l’autre pour appliquer la force de déformation. Elles sont couramment utilisées pour l’emboutissage profond.
- Presse à triple action : Ce type de presse est utilisé pour des processus de formage encore plus complexes, nécessitant un contrôle précis des forces appliquées sur différentes parties de la pièce.
Avantages des Presses Hydrauliques d’Emboutissage
Les presses hydrauliques sont largement utilisées dans l’industrie pour de nombreuses raisons :
- Capacité à générer des forces élevées : Les presses hydrauliques peuvent appliquer des forces très importantes, ce qui les rend idéales pour le formage de pièces épaisses ou de grandes dimensions.
- Précision et contrôle : Grâce à la régulation de la pression hydraulique, il est possible de contrôler précisément la force appliquée, ce qui garantit des tolérances plus serrées et des pièces de haute qualité.
- Adaptabilité : Les presses hydrauliques peuvent être ajustées pour diverses opérations, allant de l’emboutissage superficiel à l’emboutissage profond, permettant une grande flexibilité dans la production.
- Longueur de course ajustable : Les presses hydrauliques peuvent avoir une course plus longue, ce qui les rend particulièrement adaptées à des opérations nécessitant des déformations importantes, comme l’emboutissage profond.
Applications des Presses Hydrauliques d’Emboutissage
Les presses hydrauliques d’emboutissage sont utilisées dans une large gamme de secteurs industriels pour fabriquer des pièces complexes et volumineuses :
- Automobile : Dans l’industrie automobile, les presses hydrauliques sont utilisées pour fabriquer des composants structurels comme les capots, les portes, les panneaux latéraux, et d’autres pièces de carrosserie. Ces pièces nécessitent une grande précision et doivent être produites en masse.
- Aéronautique : Dans ce secteur, l’emboutissage profond est utilisé pour fabriquer des pièces légères et résistantes, comme les réservoirs de carburant, les carénages et les éléments de fuselage. L’utilisation de presses hydrauliques permet d’obtenir des pièces d’une qualité irréprochable, tout en respectant les normes de sécurité strictes de l’aéronautique.
- Électroménager : De nombreuses pièces métalliques utilisées dans les appareils électroménagers, comme les tambours de machines à laver, les coques extérieures et les composants de moteurs, sont fabriquées par emboutissage avec des presses hydrauliques.
- Industrie énergétique : Les presses hydrauliques d’emboutissage sont également utilisées pour produire des composants utilisés dans l’industrie énergétique, comme des enveloppes de batteries ou des pièces pour panneaux solaires.
Innovations et Évolutions Technologiques
Les presses hydrauliques d’emboutissage ont bénéficié de nombreuses innovations au fil des années, améliorant leurs performances et leurs capacités :
- Automatisation avancée : L’intégration de robots et de systèmes automatisés permet aux presses hydrauliques modernes de fonctionner de manière continue et sans interruption, augmentant ainsi la productivité tout en réduisant les coûts de production.
- Contrôles numériques : Grâce aux systèmes CNC, les presses hydrauliques peuvent être programmées avec une précision extrême, permettant un contrôle minutieux de chaque étape du processus d’emboutissage, garantissant ainsi la constance de la qualité des pièces produites.
- Économies d’énergie : Certaines presses hydrauliques sont conçues pour utiliser moins d’énergie tout en maintenant des niveaux de performance élevés. Cela contribue à la réduction des coûts d’exploitation et à une production plus respectueuse de l’environnement.
- Technologie de fluide à haute pression : Les nouvelles presses hydrauliques sont capables d’utiliser des fluides à haute pression, augmentant ainsi la force générée sans avoir besoin de moteurs plus puissants, ce qui améliore l’efficacité énergétique.
Presses Hydrauliques pour Formage
Les presses hydrauliques pour formage sont des machines industrielles polyvalentes, utilisées pour façonner des matériaux métalliques et non métalliques en appliquant une force élevée via un fluide hydraulique. Ces presses sont essentielles dans les processus de formage, car elles permettent de réaliser des opérations complexes avec une grande précision. Elles sont couramment employées dans divers secteurs industriels, comme l’automobile, l’aéronautique, la construction, et bien d’autres.
Fonctionnement des Presses Hydrauliques pour Formage
Les presses hydrauliques fonctionnent sur un principe simple mais puissant : un fluide, généralement de l’huile, est pressurisé à l’intérieur d’un cylindre pour générer une force de compression qui déforme le matériau placé entre la matrice et le poinçon. La force générée par la presse hydraulique est constante tout au long du cycle de travail, ce qui permet un formage progressif et uniforme.
Contrairement aux presses mécaniques, qui appliquent une force maximale à un moment précis du cycle, les presses hydrauliques offrent une pression contrôlée et ajustable, ce qui est essentiel pour des opérations de formage plus complexes. Elles peuvent également être utilisées pour plusieurs types de formage, comme le pliage, l’emboutissage, l’étirage, et l’extrusion.
Types de Presses Hydrauliques pour Formage
Il existe plusieurs types de presses hydrauliques, chacune étant adaptée à un type particulier de formage :
- Presses à cadre en H : Ces presses sont très robustes et offrent une grande stabilité lors des opérations de formage, ce qui les rend adaptées aux applications nécessitant des forces de pression élevées.
- Presses à 4 colonnes : Ces presses hydrauliques sont idéales pour les opérations nécessitant une répartition uniforme de la force sur la pièce. Elles sont souvent utilisées pour l’emboutissage et le formage de grandes pièces plates.
- Presses à double action : Elles sont équipées de deux vérins permettant de contrôler la pression de manière indépendante, ce qui est utile pour les opérations de formage à plusieurs étapes, telles que le formage profond ou l’étirage.
- Presses de transfert : Elles sont intégrées à des lignes de production automatisées pour déplacer la pièce d’une station à une autre, réalisant plusieurs étapes de formage en une seule séquence.
Avantages des Presses Hydrauliques pour Formage
Les presses hydrauliques offrent de nombreux avantages, notamment :
- Force ajustable : La pression générée par une presse hydraulique peut être ajustée avec précision en fonction des exigences du matériau et du processus de formage, permettant ainsi une flexibilité maximale.
- Capacité à travailler des matériaux variés : Ces presses peuvent être utilisées pour former une large gamme de matériaux, allant des métaux légers comme l’aluminium aux alliages plus durs, ainsi que des matériaux composites et plastiques.
- Formage de pièces complexes : Grâce à la répartition uniforme de la force, ces presses permettent de former des pièces aux géométries complexes, même avec des tolérances très strictes.
- Économie d’énergie : Certaines presses hydrauliques modernes sont conçues pour être plus écoénergétiques, réduisant la consommation tout en maintenant des performances élevées, ce qui en fait des solutions plus durables.
Applications des Presses Hydrauliques pour Formage
Les presses hydrauliques sont essentielles dans de nombreuses industries pour le formage de pièces métalliques et non métalliques :
- Automobile : Dans l’industrie automobile, ces presses sont utilisées pour la fabrication de nombreuses pièces, allant des panneaux de carrosserie aux composants structurels comme les montants, les longerons et les supports. Elles permettent de former des pièces légères mais solides, essentielles pour réduire le poids des véhicules tout en améliorant leur performance.
- Aéronautique : Le formage de pièces aéronautiques, comme les cadres de fuselage, les ailes et autres composants, nécessite une grande précision et une force importante. Les presses hydrauliques sont couramment utilisées pour former des alliages légers comme le titane ou l’aluminium.
- Construction : Les presses hydrauliques sont utilisées pour produire des poutres, des colonnes et d’autres éléments structurels dans la construction de bâtiments, d’infrastructures et de ponts. Elles permettent de former des pièces résistantes aux contraintes mécaniques tout en assurant leur durabilité.
- Électronique : Les composants métalliques des appareils électroniques, comme les boîtiers, les connecteurs et autres pièces de petite taille, sont souvent formés à l’aide de presses hydrauliques. Ces machines permettent d’obtenir des tolérances serrées et des finitions de haute qualité.
Innovations dans les Presses Hydrauliques pour Formage
Les presses hydrauliques ont évolué avec l’intégration de nouvelles technologies, rendant leur utilisation plus efficace et plus précise :
Maintenance prédictive : Grâce à des capteurs intelligents, les presses hydrauliques peuvent maintenant surveiller en temps réel l’usure des composants, permettant une maintenance prédictive et ainsi minimiser les temps d’arrêt.
Commandes numériques (CNC) : Les systèmes CNC permettent de contrôler chaque aspect du processus de formage, de la pression à la vitesse de compression, assurant ainsi une répétabilité et une précision exceptionnelles.
Automatisation : L’intégration de robots et de systèmes automatisés dans les presses hydrauliques a révolutionné les lignes de production, augmentant la productivité tout en réduisant les coûts liés à la main-d’œuvre et aux erreurs humaines.
Technologie à faible consommation d’énergie : Les presses hydrauliques modernes sont de plus en plus conçues pour réduire la consommation d’énergie. L’utilisation de systèmes hybrides, combinant hydraulique et électrique, permet d’améliorer l’efficacité énergétique sans compromettre la puissance de formage.
L’emboutissage est un procédé de fabrication utilisé pour former des pièces métalliques à partir de feuilles métalliques plates. Ce procédé est très répandu dans l’industrie aéronautique, où la précision, la résistance et la légèreté des pièces sont des critères essentiels. L’emboutissage fait partie intégrante de la production de structures aéronautiques, que ce soit pour des éléments de fuselage, des pièces d’ailes, des cadres de fenêtres, ou encore des éléments de carlingue.
Dans le domaine de l’aéronautique, les exigences en matière de qualité, de tolérances dimensionnelles et de propriétés mécaniques des matériaux sont particulièrement élevées. En raison des environnements difficiles auxquels sont soumis les aéronefs – telles que les variations de pression, les températures extrêmes, et les charges dynamiques – les pièces embouties doivent satisfaire à des standards rigoureux.
1. Fondements de l’Emboutissage Métallique
L’emboutissage repose sur la capacité du métal à subir une déformation plastique sans se rompre. Lors du processus, une force est appliquée sur une feuille métallique, généralement à l’aide d’une presse, pour la contraindre à épouser la forme d’un moule ou d’une matrice. Ce processus est facilité par le choix de matériaux dotés de bonnes propriétés de ductilité et de formabilité.
1.1. Propriétés des Matériaux Utilisés
Les métaux utilisés pour l’emboutissage dans l’aéronautique incluent principalement les alliages légers, comme les alliages d’aluminium et de titane, ainsi que des aciers à haute résistance. Ces matériaux sont choisis pour leur combinaison de légèreté, de robustesse et de résistance à la corrosion.
Aluminium : Les alliages d’aluminium sont souvent privilégiés pour leur faible densité et leur bonne résistance à la corrosion, ce qui en fait un matériau de choix pour les structures aéronautiques. Les séries d’aluminium les plus couramment utilisées en emboutissage sont les séries 2000 (alliages d’aluminium-cuivre) et les séries 7000 (alliages d’aluminium-zinc).
Titane : Le titane et ses alliages sont largement utilisés en raison de leur excellent rapport résistance/poids et de leur capacité à résister à des températures élevées. Cependant, en raison de son coût plus élevé et de sa plus grande difficulté à être formé par emboutissage, son utilisation est souvent réservée à des pièces critiques, notamment dans les moteurs d’avions.
Aciers : Les aciers utilisés en aéronautique, tels que les aciers inoxydables, possèdent une excellente résistance mécanique, mais leur densité plus élevée par rapport à l’aluminium et au titane limite leur utilisation aux zones où une résistance accrue est requise.
1.2. Principes Physiques de la Déformation Métallique
Lors de l’emboutissage, le matériau subit une déformation plastique, c’est-à-dire une déformation permanente. Ce processus commence par une déformation élastique réversible, suivie d’une déformation plastique lorsque la contrainte appliquée dépasse la limite d’élasticité du matériau.
La force de la presse exerce une pression sur la feuille métallique, qui commence à se déformer pour épouser la forme de la matrice. La capacité du métal à se déformer sans se rompre dépend de plusieurs facteurs :
- L’épaisseur de la feuille : Plus la feuille est épaisse, plus la force nécessaire pour la déformer est importante.
- La dureté du matériau : Les métaux plus durs nécessitent une plus grande force pour subir une déformation plastique.
- La température : À des températures plus élevées, les métaux sont généralement plus faciles à déformer.
Dans l’aéronautique, il est essentiel de contrôler avec précision ces paramètres pour éviter des défauts tels que les fissures, les plis ou les ruptures qui pourraient compromettre l’intégrité structurelle des pièces embouties.
2. Procédés d’Emboutissage dans l’Aéronautique
Il existe plusieurs techniques d’emboutissage utilisées dans l’industrie aéronautique, chacune étant adaptée à la production de pièces spécifiques. Ces procédés peuvent être classés en deux grandes catégories : l’emboutissage à froid et l’emboutissage à chaud.
2.1. Emboutissage à Froid
L’emboutissage à froid est réalisé à température ambiante et est généralement utilisé pour des métaux ayant une bonne ductilité à température ambiante, comme l’aluminium. Ce procédé est privilégié pour les grandes séries de pièces ayant des formes relativement simples.
Étapes du processus :
- Découpage de la feuille métallique : La feuille est découpée aux dimensions requises avant d’être placée dans la presse.
- Formation de la pièce : La feuille métallique est positionnée entre un poinçon et une matrice, puis une presse applique une force pour la déformer.
- Finition : La pièce emboutie peut nécessiter des opérations de finition telles que le découpage des bords, le lissage ou le perçage.
Les avantages de l’emboutissage à froid incluent un coût de production plus faible et une meilleure précision dimensionnelle. Cependant, ce procédé peut entraîner des contraintes internes dans le matériau, nécessitant parfois des traitements thermiques pour soulager les tensions.
2.2. Emboutissage à Chaud
L’emboutissage à chaud consiste à chauffer la feuille métallique avant de la déformer. Ce procédé est utilisé pour les matériaux difficiles à emboutir à froid, comme les alliages de titane ou certains aciers à haute résistance. La température élevée améliore la ductilité du matériau, facilitant ainsi sa mise en forme.
Étapes du processus :
- Chauffage de la feuille métallique : La feuille est chauffée dans un four à une température spécifique, généralement entre 600 et 950 °C selon le matériau.
- Formation de la pièce : La pièce est ensuite formée dans la presse tout en maintenant une température élevée.
- Refroidissement et trempe : Après la formation, la pièce est rapidement refroidie pour conserver les caractéristiques mécaniques souhaitées.
L’emboutissage à chaud permet de réaliser des pièces plus complexes et de former des matériaux à haute résistance qui seraient trop rigides à température ambiante. Cependant, le coût d’investissement est plus élevé en raison des besoins en équipements de chauffage et de refroidissement.
2.3. Emboutissage Hydroformé
L’emboutissage hydroformé est un procédé particulier qui utilise la pression hydraulique pour former des pièces métalliques. Dans ce procédé, la feuille métallique est placée dans une matrice et la pression du liquide (généralement de l’huile) est utilisée pour la presser contre les parois de la matrice.
L’avantage de l’emboutissage hydroformé est qu’il permet de réaliser des pièces de formes complexes avec une répartition uniforme de l’effort sur toute la surface de la pièce, réduisant ainsi les risques de déformation indésirée ou de rupture.
3. Avantages et Limites de l’Emboutissage Métallique pour l’Aéronautique
L’emboutissage présente plusieurs avantages pour l’industrie aéronautique, mais également certaines limitations qu’il est important de prendre en compte.
3.1. Avantages
- Réduction des coûts : L’emboutissage, notamment à froid, est un procédé relativement économique lorsqu’il est appliqué à des productions en grande série. La possibilité de produire rapidement des pièces précises et de réduire les opérations d’usinage en aval constitue un gain économique important.
- Gain de temps : Le processus d’emboutissage est rapide, surtout lorsqu’il est comparé à des méthodes comme l’usinage CNC. Cela permet de produire un grand nombre de pièces dans un délai plus court, répondant ainsi aux exigences de production des grands constructeurs aéronautiques.
- Résistance des pièces : L’emboutissage, en particulier à chaud, permet de conserver les propriétés mécaniques des métaux tout en les mettant en forme. La distribution uniforme des contraintes internes dans la pièce peut renforcer sa résistance globale.
- Optimisation des matériaux : Le recours à des matériaux légers comme l’aluminium ou le titane permet de réduire le poids total des aéronefs, contribuant à une meilleure efficacité énergétique et à une réduction des émissions de CO₂.
3.2. Limites
- Déformation résiduelle : Lors de l’emboutissage, surtout à froid, des déformations internes peuvent apparaître dans les pièces. Ces déformations doivent être corrigées, souvent par un traitement thermique supplémentaire, augmentant ainsi le coût de fabrication.
- Complexité des formes : Bien que l’emboutissage permette de réaliser des pièces relativement complexes, il existe des limitations. Pour des géométries très complexes, l’emboutissage doit être couplé à d’autres procédés de mise en forme, comme le fraisage.
- Usure des outils : Les matrices et poinçons utilisés dans l’emboutissage sont soumis à une usure considérable, surtout lorsqu’ils sont utilisés pour emboutir des alliages à haute résistance. Le remplacement fréquent des outils peut être coûteux.
4. Applications de l’Emboutissage dans l’Aéronautique
L’emboutissage est utilisé pour produire une large gamme de pièces essentielles à la structure et au fonctionnement des aéronefs. Ces pièces comprennent notamment :
- Les panneaux de fuselage : Ces grands panneaux nécessitent une haute précision pour s’adapter parfaitement aux autres composants de l’avion.
- Les cadres et longerons : Les éléments structurels internes, comme les cadres et longerons des ailes, sont souvent emboutis à partir de feuilles métalliques.
- Les pièces de moteur : Certaines pièces du carénage des moteurs d’avion, soumises à des températures et des pressions élevées, sont également produites par emboutissage.
Introduction à l’Emboutissage Métallique

L’emboutissage métallique est l’un des procédés de formage les plus importants utilisés dans l’industrie aéronautique. Grâce à sa capacité à produire des pièces légères, solides et précises, il joue un rôle crucial dans la fabrication de divers composants aéronautiques, tels que les panneaux de fuselage, les cadres structurels, et même des pièces de moteur. La complexité des formes requises dans la fabrication aéronautique, combinée aux exigences de qualité rigoureuses, font de l’emboutissage un procédé indispensable.
L’histoire de l’emboutissage remonte aux premières techniques de forgeage et de formage du métal, mais son utilisation moderne dans des industries de pointe comme l’aéronautique a nécessité l’innovation et l’optimisation de méthodes classiques. Les progrès réalisés dans le domaine des matériaux métalliques, des machines de pressage et des techniques de simulation numérique ont permis à l’emboutissage de se développer au fil du temps pour répondre aux exigences croissantes de l’industrie.
Le secteur aéronautique nécessite des pièces complexes aux tolérances dimensionnelles extrêmement strictes. L’emboutissage métallique, grâce à son efficacité et à sa capacité à traiter de grandes séries, permet de répondre à ces besoins tout en optimisant les coûts de production. Ce texte explore en profondeur les principes physiques, les matériaux utilisés, les procédés spécifiques ainsi que les avantages et limitations de l’emboutissage dans le cadre de la fabrication aéronautique.
1. Fondements de l’Emboutissage Métallique
1.1. Propriétés des Matériaux Utilisés
Le choix des matériaux est un élément fondamental du succès de tout procédé de fabrication. Dans le cas de l’emboutissage, les propriétés mécaniques du métal influencent directement la qualité du produit fini et les performances de l’aéronef.
Dans le domaine de l’aéronautique, les matériaux doivent présenter une combinaison idéale de résistance, légèreté, résistance à la fatigue, et capacité à supporter des températures extrêmes et des environnements corrosifs. Voici un aperçu plus détaillé des principaux matériaux utilisés :
Aluminium et Alliages d’Aluminium :
L’aluminium est l’un des métaux les plus couramment utilisés dans la fabrication aéronautique. Il présente plusieurs avantages qui en font un matériau de choix pour l’emboutissage, notamment sa légèreté (densité environ trois fois inférieure à celle de l’acier), sa résistance à la corrosion, et sa bonne ductilité à température ambiante. Les alliages d’aluminium sont classés par séries en fonction de leurs éléments d’alliage principaux. Les séries 2000 (alliage aluminium-cuivre) et 7000 (alliage aluminium-zinc) sont largement utilisées dans les applications aéronautiques.
- Série 2000 : Ces alliages sont utilisés dans des applications où la résistance à la fatigue et la résistance mécanique sont primordiales. L’ajout de cuivre confère à ces alliages une résistance mécanique importante, mais réduit la résistance à la corrosion, ce qui nécessite souvent un traitement de surface supplémentaire.
- Série 7000 : Les alliages d’aluminium-zinc, renforcés par de petites quantités de magnésium et de cuivre, offrent une résistance exceptionnelle à la traction, ce qui les rend idéaux pour des pièces structurelles soumises à des charges élevées, telles que les longerons d’ailes.
Titane et Alliages de Titane :
Le titane est largement utilisé dans l’industrie aéronautique en raison de son excellent rapport résistance/poids et de sa capacité à résister à des températures élevées. Cependant, son utilisation dans le processus d’emboutissage est plus complexe en raison de la dureté du matériau et de la difficulté à le former à basse température. En conséquence, le titane est souvent embouti à chaud pour faciliter la déformation et limiter l’usure des outils.
Les alliages de titane, tels que le Ti-6Al-4V, sont particulièrement prisés dans les applications où la résistance à la température et la résistance mécanique sont cruciales, comme les composants de moteurs d’avions ou les structures d’atterrissage.
Aciers à Haute Résistance :
Bien que les aciers soient plus denses que l’aluminium ou le titane, ils offrent une excellente résistance mécanique et sont utilisés dans des parties de l’avion où une force maximale est requise. Les aciers inoxydables et les aciers maraging sont couramment utilisés dans les applications aéronautiques. Les aciers maraging, par exemple, présentent une combinaison exceptionnelle de ténacité et de résistance à la rupture, ce qui les rend parfaits pour des composants critiques tels que les trains d’atterrissage.
L’emboutissage de ces aciers nécessite souvent des procédés à chaud, en raison de la dureté accrue à température ambiante. De plus, l’utilisation de traitements thermiques post-emboutissage est courante pour améliorer encore la dureté et la résistance des pièces.
1.2. Principes Physiques de la Déformation Métallique
Le principe fondamental qui régit l’emboutissage est la déformation plastique du métal. Lorsqu’une force est appliquée sur une feuille de métal, celle-ci commence par se déformer de manière élastique, c’est-à-dire que la déformation est réversible si la contrainte est relâchée. Une fois la limite d’élasticité du matériau dépassée, le métal entre dans la phase de déformation plastique, où la déformation devient permanente.
Ce phénomène est gouverné par les lois de la mécanique des matériaux et la théorie de la plasticité, qui stipulent que le métal subit une déformation en fonction de la contrainte appliquée et des propriétés intrinsèques du matériau. La ductilité est un facteur clé dans la capacité d’un métal à être embouti sans se fissurer. Elle dépend de la structure cristalline du matériau, de sa pureté et de sa température.
Les facteurs qui influencent la déformation lors de l’emboutissage incluent :
- L’épaisseur de la feuille : Des feuilles plus épaisses nécessitent une plus grande force pour être formées. Cependant, les feuilles plus fines sont plus susceptibles de se fissurer si la contrainte est mal répartie.
- La température : Une température plus élevée améliore la ductilité du métal, ce qui est particulièrement utile pour les métaux comme le titane, qui sont difficiles à déformer à température ambiante. L’emboutissage à chaud permet de réduire les efforts nécessaires et de minimiser les risques de fissures.
- La vitesse de la presse : La vitesse à laquelle la force est appliquée peut également influencer le comportement du matériau. Une vitesse trop élevée peut entraîner un échauffement excessif du matériau, tandis qu’une vitesse trop lente peut conduire à des irrégularités dans la déformation.
Pour prévenir les défauts de fabrication tels que les plis, les déchirures ou les zones surconcentrées de contraintes, il est crucial de simuler et de contrôler précisément les conditions d’emboutissage. Des logiciels de simulation numérique sont souvent utilisés dans l’industrie pour prédire le comportement des matériaux lors du processus, ce qui permet d’optimiser les paramètres avant la production en série.
2. Procédés d’Emboutissage dans l’Aéronautique
Les procédés d’emboutissage utilisés dans l’industrie aéronautique ont évolué au fil du temps pour s’adapter aux nouveaux matériaux et aux exigences toujours plus élevées en termes de performances et de fiabilité. Chaque procédé est conçu pour répondre à des besoins spécifiques en fonction de la complexité des pièces, du type de matériau utilisé et des tolérances dimensionnelles requises.
2.1. Emboutissage à Froid
L’emboutissage à froid est l’un des procédés les plus courants dans l’industrie aéronautique pour la production de pièces en aluminium et autres métaux ductiles à température ambiante. Il consiste à déformer la feuille métallique sans l’échauffer, ce qui permet de maintenir les propriétés mécaniques du matériau, mais aussi d’éviter les coûts énergétiques liés au chauffage.
Processus détaillé d’emboutissage à froid :
- Découpage de la feuille : Avant l’emboutissage, la feuille métallique est découpée en une forme approximative correspondant à la pièce finale. Cette étape est réalisée par une machine de découpe ou un laser haute précision.
- Placement dans la presse : La feuille découpée est ensuite placée entre un poinçon et une matrice. Le poinçon a la forme de la pièce à produire, tandis que la matrice est la cavité dans laquelle la feuille est pressée pour prendre la forme du poinçon.
- Déformation : Une fois la feuille positionnée, une presse applique une force considérable sur le poinçon, poussant ainsi la feuille contre les parois de la matrice. Ce processus entraîne la déformation plastique de la feuille, qui prend la forme de la matrice.
- Éjection et inspection : Après la formation, la pièce emboutie est retirée de la presse et soumise à des inspections de qualité rigoureuses pour vérifier les tolérances dimensionnelles et détecter d’éventuels défauts de surface.
2. Procédés d’Emboutissage dans l’Aéronautique

2.1. Emboutissage à Froid (suite)
Le procédé d’emboutissage à froid est couramment utilisé dans les grandes séries de production, notamment pour des composants aéronautiques moins complexes nécessitant des tolérances précises. Voici quelques avantages et défis supplémentaires associés à ce procédé :
Avantages de l’emboutissage à froid :
- Précision dimensionnelle élevée : L’emboutissage à froid permet de produire des pièces avec des tolérances serrées, ce qui est crucial dans les applications aéronautiques où des écarts infimes peuvent affecter la performance globale de l’aéronef.
- Efficacité énergétique : Comparé à l’emboutissage à chaud, le processus à froid consomme moins d’énergie car il n’y a pas besoin de chauffer le matériau. Cela se traduit par des coûts énergétiques réduits et une empreinte environnementale plus faible.
- Propriétés mécaniques inchangées : L’un des avantages majeurs de l’emboutissage à froid est qu’il préserve les propriétés mécaniques du matériau d’origine. L’absence de chauffage réduit également les risques de modification microstructurale ou d’oxydation.
- Production en série : L’emboutissage à froid est particulièrement bien adapté à la production de masse. Une fois les matrices et outils en place, la fabrication de milliers de pièces identiques peut être réalisée à un rythme rapide et constant.
Défis de l’emboutissage à froid :
- Déformation excessive : Certains métaux, en particulier les alliages de titane ou les aciers à haute résistance, sont difficiles à former à froid en raison de leur faible ductilité. Cela peut entraîner des fissures ou des ruptures, obligeant souvent les ingénieurs à utiliser des procédés à chaud.
- Contraintes internes : La force appliquée sur le métal lors de l’emboutissage peut provoquer des contraintes internes. Ces contraintes peuvent affaiblir la pièce, créant des zones de fragilité ou de déformation indésirée, qui nécessitent des traitements thermiques pour les corriger.
- Outils coûteux : Les poinçons et matrices utilisés dans l’emboutissage à froid sont soumis à une usure constante, surtout lorsqu’ils sont utilisés pour des matériaux à haute résistance. Le coût de remplacement des outils peut être élevé, surtout lorsque des tolérances très strictes sont nécessaires.
2.2. Emboutissage à Chaud
L’emboutissage à chaud est une alternative essentielle à l’emboutissage à froid pour la fabrication de pièces complexes ou pour des matériaux moins ductiles à température ambiante, comme les alliages de titane, les aciers à haute résistance ou certaines séries d’aluminium. Ce procédé implique de chauffer la feuille métallique avant le formage, ce qui facilite la déformation et réduit le risque de fissures.
Processus détaillé d’emboutissage à chaud :
- Chauffage de la feuille : Le métal est chauffé à une température spécifique, généralement comprise entre 600 °C et 950 °C, selon le matériau. Par exemple, les alliages de titane sont souvent chauffés à environ 900 °C pour améliorer leur formabilité. Ce chauffage est effectué dans des fours spécialement conçus pour maintenir la température de manière uniforme.
- Placement dans la presse : La feuille chauffée est placée dans la presse entre le poinçon et la matrice. L’étape de transfert de la feuille du four à la presse est critique, car il est important de minimiser la perte de chaleur avant la déformation. Des dispositifs de transport spécialisés sont souvent utilisés pour cette opération.
- Formage : Le poinçon applique une force sur la feuille, qui se déforme sous la chaleur et la pression. La déformation est plus facile et plus fluide à chaud, réduisant les risques de fissures ou de défauts de surface. Ce processus peut être réalisé dans des presses hydrauliques spécifiquement conçues pour les applications d’emboutissage à chaud.
- Refroidissement : Après la mise en forme, la pièce est généralement refroidie rapidement pour conserver ses propriétés mécaniques. Ce processus de trempe est souvent réalisé à l’aide d’air comprimé ou d’eau, en fonction des propriétés recherchées dans le matériau.
Avantages de l’emboutissage à chaud :
- Déformation améliorée : À haute température, les métaux deviennent plus malléables, ce qui permet de former des formes plus complexes avec une plus grande facilité. Cela est particulièrement utile pour les alliages réfractaires comme le titane.
- Réduction des contraintes internes : L’emboutissage à chaud réduit les contraintes internes qui apparaissent souvent dans les pièces embouties à froid. Cela améliore la durabilité et la résistance à la fatigue des pièces, des caractéristiques essentielles pour les applications aéronautiques.
- Matériaux à haute résistance : Certains matériaux, notamment les aciers à haute résistance et les alliages de titane, ne peuvent pas être formés efficacement à froid en raison de leur faible ductilité. L’emboutissage à chaud permet de surmonter cette limitation.
Défis de l’emboutissage à chaud :
- Coût énergétique : Le principal inconvénient de l’emboutissage à chaud est le coût énergétique élevé associé au chauffage des matériaux. Le maintien de températures élevées pendant de longues périodes, ainsi que la gestion de la trempe rapide, nécessitent une infrastructure et des équipements spécifiques, augmentant ainsi les coûts de production.
- Précision réduite : À cause de la dilatation thermique, il est plus difficile de maintenir des tolérances dimensionnelles strictes lors de l’emboutissage à chaud. Les pièces peuvent rétrécir ou se déformer légèrement après refroidissement, nécessitant parfois des retouches ou des processus supplémentaires de finition.
- Usure accrue des outils : Les outils utilisés dans l’emboutissage à chaud subissent plus d’usure que dans l’emboutissage à froid en raison des températures élevées. Cela augmente les coûts de maintenance et de remplacement des poinçons et matrices.
2.3. Emboutissage Hydroformé
L’emboutissage hydroformé est une technique de formage avancée qui utilise un fluide hydraulique pour appliquer une pression uniforme sur la feuille métallique. Ce procédé est particulièrement bien adapté à la fabrication de pièces aéronautiques complexes, comme des cadres de fuselage ou des composants d’ailes, qui nécessitent des formes sophistiquées avec une distribution de contraintes uniforme.
Processus détaillé d’emboutissage hydroformé :
- Préparation de la feuille : Comme pour les autres procédés d’emboutissage, la feuille métallique est découpée selon les dimensions requises avant d’être placée dans la machine hydroformante.
- Application de la pression : La feuille est placée dans une matrice et soumise à la pression d’un fluide hydraulique. Contrairement aux presses conventionnelles où le poinçon applique directement une force sur la feuille, dans l’hydroformage, la feuille est poussée contre la matrice par la pression exercée par le fluide (souvent de l’huile ou de l’eau).
- Déformation uniforme : La pression hydraulique s’exerce de manière uniforme sur toute la surface de la feuille, permettant une déformation régulière et une répartition homogène des contraintes. Cela minimise les risques de déchirure, de plis ou de zones d’amincissement excessif, tout en permettant de former des pièces plus complexes avec des courbes et des formes non linéaires.
Avantages de l’emboutissage hydroformé :
- Précision et uniformité : L’un des principaux avantages de l’hydroformage est la répartition uniforme de la pression sur la pièce. Cela permet de produire des pièces avec des formes complexes sans créer de zones de concentration de contraintes ou de risques de défaillance structurelle.
- Réduction des soudures : Grâce à l’hydroformage, il est possible de produire des pièces d’une seule pièce, éliminant ainsi le besoin de soudures ou d’assemblages complexes, ce qui améliore la résistance et réduit le poids global des composants aéronautiques.
- Gain de poids : Le processus d’hydroformage permet de réduire l’épaisseur des parois des pièces, ce qui se traduit par un gain de poids considérable, un facteur crucial dans la conception aéronautique pour améliorer l’efficacité énergétique.
Défis de l’emboutissage hydroformé :
- Coût de mise en place : L’investissement initial dans les machines d’hydroformage est plus élevé que dans les presses conventionnelles. Cependant, une fois en place, le procédé peut être plus économique en raison des économies de matériaux et de la réduction des étapes de fabrication.
- Matériaux spécifiques : Tous les matériaux ne se prêtent pas à l’hydroformage. Les métaux à faible ductilité peuvent poser problème, car la pression hydraulique peut entraîner des fissures ou des ruptures si le matériau n’est pas suffisamment malléable.
3. Avantages et Limites de l’Emboutissage Métallique pour l’Aéronautique
3.1. Avantages
L’emboutissage métallique présente de nombreux avantages pour l’industrie aéronautique, notamment en termes de rapidité de production, de qualité des pièces et de réduction des coûts. Voici une extension plus détaillée des bénéfices de ce procédé
3.1. Avantages (suite)
L’un des défis principaux dans l’industrie aéronautique est de réduire le poids des aéronefs tout en maintenant des niveaux élevés de résistance et de sécurité. L’emboutissage métallique permet de produire des pièces à partir de matériaux légers et performants comme l’aluminium et le titane, tout en optimisant leur forme pour réduire au maximum le poids.
L’emboutissage permet de former des composants avec des parois minces mais résistantes, ce qui permet d’alléger significativement certaines parties de l’avion, comme les panneaux de fuselage ou les longerons. Par ailleurs, en réduisant le nombre de soudures ou d’assemblages nécessaires, le procédé aide à améliorer l’aérodynamisme des structures et à diminuer la résistance au flux d’air, ce qui contribue à l’efficacité énergétique des appareils.
- Production de pièces complexes : Le procédé d’emboutissage métallique est particulièrement bien adapté à la fabrication de pièces complexes aux formes variées. Dans l’aéronautique, les composants comme les cadres de fuselage, les pièces de raccords structurels et les parties d’ailes nécessitent des formes tridimensionnelles spécifiques et des tolérances serrées. Grâce à l’emboutissage, il est possible de produire des pièces en une seule opération, sans recourir à des procédés d’assemblage qui augmenteraient le poids et le coût de fabrication.
- Coût de production réduit pour des grandes séries : Lorsqu’il s’agit de production en série, l’emboutissage métallique est extrêmement avantageux. Une fois les outils et les matrices réalisés, le coût unitaire des pièces diminue considérablement, car le processus est automatisé et rapide. Dans l’aéronautique, où certaines pièces, comme les attaches, doivent être produites en grande quantité avec une répétabilité parfaite, l’emboutissage est une solution idéale.
- Haute précision et fiabilité : L’une des exigences essentielles dans l’industrie aéronautique est de garantir que les pièces produites respectent des tolérances dimensionnelles très strictes. L’emboutissage métallique, qu’il soit à froid ou à chaud, offre une excellente précision et permet de produire des pièces conformes aux spécifications techniques avec un haut niveau de répétabilité. Cela est particulièrement important pour les composants critiques d’un avion, où une déviation même minime pourrait compromettre la sécurité ou la performance de l’aéronef.
- Résistance aux environnements extrêmes : Les pièces embouties utilisées dans les aéronefs sont souvent soumises à des environnements exigeants, y compris des variations extrêmes de température, des vibrations constantes, ainsi que des contraintes mécaniques importantes. Les matériaux comme les alliages de titane ou d’aluminium emboutis offrent une excellente résistance à ces conditions extrêmes, ce qui prolonge la durée de vie des composants tout en assurant leur fiabilité pendant toute la durée d’utilisation de l’avion.
3.2. Limites
Malgré ses nombreux avantages, l’emboutissage métallique présente aussi certaines limitations, surtout lorsqu’il est appliqué à des secteurs aussi exigeants que l’aéronautique.
- Complexité de la mise en place : La phase de conception et de fabrication des outils de presse (poinçons, matrices) est longue et coûteuse. Chaque pièce nécessite des outils spécifiques, souvent en acier trempé, qui doivent être conçus pour résister à des cycles répétés de pressage. Pour les pièces très complexes ou les petites séries, le coût d’amortissement de ces outils peut être prohibitif. Cela peut limiter l’utilisation de l’emboutissage lorsque le volume de production est relativement faible, ce qui est parfois le cas pour certains composants aéronautiques.
- Usure des outils et maintenance : Les machines d’emboutissage, en particulier celles utilisées dans le cadre de l’emboutissage à chaud ou pour des matériaux durs comme le titane, subissent une usure importante. Les outils doivent régulièrement être remplacés ou réparés, ce qui peut engendrer des arrêts de production coûteux. Cette usure est exacerbée par les températures élevées et les forces considérables requises pour déformer certains métaux.
- Limitations sur la complexité des formes : Bien que l’emboutissage permette de réaliser des formes complexes, il existe des limitations en termes de géométries réalisables. Certaines formes trop abruptes ou avec des angles très serrés ne peuvent pas être obtenues sans provoquer des défauts comme des fissures ou des plis dans la pièce emboutie. Dans ces cas, des procédés complémentaires comme le pliage ou l’usinage peuvent être nécessaires pour obtenir la forme finale.
- Déformation inégale et ajustements post-emboutissage : Bien que l’emboutissage soit un procédé de haute précision, il n’est pas exempt de défauts potentiels. Des déformations inégales peuvent survenir, notamment sur des pièces très fines ou très grandes, ce qui nécessite des ajustements ou des traitements supplémentaires après l’emboutissage, tels que le redressage ou l’ajustement manuel. Ces étapes peuvent augmenter le coût de production et affecter les délais.
- Limites des matériaux : Tous les matériaux ne se prêtent pas facilement à l’emboutissage. Certains alliages plus fragiles ou plus durs, comme certains aciers à haute teneur en carbone, sont difficiles à déformer sans provoquer de fissures ou de ruptures. Ces matériaux peuvent nécessiter des procédés alternatifs, tels que l’usinage ou le moulage, ou des traitements thermiques avant ou après l’emboutissage pour améliorer leur formabilité.
4. Application de l’Emboutissage dans l’Aéronautique
L’emboutissage joue un rôle essentiel dans la fabrication de nombreux composants aéronautiques, qui nécessitent des pièces solides, légères et fiables. Ces composants sont présents dans différentes parties d’un avion, allant de la structure primaire (comme le fuselage et les ailes) aux pièces internes, et même aux éléments liés aux moteurs et au train d’atterrissage.
4.1. Panneaux de Fuselage
Les panneaux de fuselage sont parmi les composants les plus volumineux et les plus critiques d’un aéronef. Ces grandes pièces, qui enveloppent la structure interne de l’avion, doivent être à la fois légères et résistantes pour protéger les passagers, la cargaison et les systèmes de l’avion tout en assurant l’intégrité structurelle de l’ensemble de l’aéronef.
L’emboutissage est utilisé pour former ces panneaux à partir de grandes feuilles d’aluminium ou de titane, avec une attention particulière portée à la régularité des surfaces et à l’absence de défauts tels que des plis ou des zones amincies. Les panneaux de fuselage emboutis sont souvent renforcés par des nervures ou des cadres internes pour augmenter leur résistance à la pression et aux forces aérodynamiques.
4.2. Cadres Structurels et Longerons
Les cadres structurels sont essentiels pour assurer la rigidité et la solidité de la structure d’un aéronef. Ils forment l’ossature interne du fuselage et des ailes, reliant les panneaux extérieurs et absorbant les forces de compression et de torsion générées en vol. Les longerons, qui sont des poutres longitudinales situées à l’intérieur des ailes, subissent également des forces importantes et doivent être extrêmement robustes tout en restant aussi légers que possible.
L’emboutissage est couramment utilisé pour produire ces pièces en aluminium ou en titane, qui doivent résister à des charges mécaniques considérables tout en maintenant des tolérances dimensionnelles strictes pour s’intégrer parfaitement dans la structure de l’avion. Ces pièces sont souvent embouties en plusieurs étapes pour obtenir des formes complexes, avec des courbures adaptées aux contours des ailes ou du fuselage.
4.3. Composants de Moteurs et Pièces Soumises à Haute Température
Les composants des moteurs d’avions, notamment les carénages, sont souvent soumis à des températures élevées et à des forces importantes pendant le vol. Ces pièces, souvent en alliages de titane ou en aciers inoxydables, doivent non seulement être résistantes à la chaleur mais aussi aux forces mécaniques et aux vibrations.
L’emboutissage à chaud est couramment utilisé pour produire ces composants, car il permet de former des pièces à partir de matériaux résistants à haute température sans les fragiliser. Des procédés comme l’emboutissage hydroformé peuvent également être utilisés pour produire des pièces complexes avec des tolérances serrées, notamment des structures internes de moteurs ou des conduits d’air.
4.4. Pièces du Train d’Atterrissage
Le train d’atterrissage est une autre composante essentielle d’un aéronef, conçue pour absorber les impacts lors de l’atterrissage et supporter le poids total de l’appareil au sol. Les matériaux utilisés pour ces pièces, souvent des aciers à haute résistance ou des alliages de titane, doivent être à la fois très résistants et capables de résister à des cycles de fatigue répétés.
Les pièces du train d’atterrissage, telles que les jambes de force ou les pivots, sont souvent fabriquées par emboutissage pour garantir leur solidité et leur durabilité. L’emboutissage, en particulier à chaud, permet de produire des pièces sans défauts internes, ce qui est crucial pour garantir la sécurité et la fiabilité de ces composants critiques.
Conclusion
L’emboutissage métallique reste un procédé incontournable dans l’industrie aéronautique moderne. Grâce à ses capacités à former des pièces complexes, à réduire les coûts de production pour de grandes séries, et à produire des composants fiables et légers, ce procédé répond parfaitement aux exigences strictes de l’aéronautique. Que ce soit pour des panneaux de fuselage, des composants de moteurs, ou des pièces critiques du train d’atterrissage, l’emboutissage joue un rôle crucial dans la conception et la fabrication d’aéronefs performants et sûrs.
Cependant, comme nous l’avons vu, l’emboutissage présente aussi certaines limitations, notamment en termes de coûts initiaux et de complexité des formes réalisables. L’avenir de l’emboutissage métallique dans l’aéronautique repose sur des innovations telles que de nouveaux matériaux et procédés de fabrication additive, qui pourraient compléter ou étendre les possibilités offertes par l’emboutissage traditionnel. Néanmoins, ce procédé continuera de jouer un rôle central dans la production aéronautique pour les années à venir.
5. Innovations et Futur de l’Emboutissage Métallique pour l’Aéronautique
L’industrie aéronautique évolue constamment pour répondre aux défis posés par la demande de performance accrue, d’efficacité énergétique et de durabilité. L’emboutissage métallique, bien qu’il soit un procédé éprouvé, n’échappe pas à cette évolution. Les innovations en matière de matériaux, de techniques de production, et d’intégration de nouvelles technologies permettent de repousser les limites de ce procédé et d’envisager de nouvelles applications dans le secteur aéronautique.
5.1. Utilisation de Nouveaux Matériaux
L’évolution des matériaux dans l’aéronautique est l’un des principaux moteurs d’innovation dans le domaine de l’emboutissage métallique. La recherche de matériaux plus légers, plus résistants et plus durables se poursuit avec des alliages métalliques avancés, des composites et même des matériaux hybrides.
- Alliages d’aluminium haute performance : Bien que l’aluminium soit largement utilisé dans la fabrication des composants aéronautiques depuis des décennies, de nouveaux alliages d’aluminium offrent des performances encore meilleures. Ces alliages sont plus résistants à la corrosion, plus légers, et plus faciles à emboutir à la fois à froid et à chaud. Ils permettent ainsi de produire des pièces complexes sans altérer les propriétés mécaniques du matériau. Ces avancées permettent de réduire le poids des avions, améliorant ainsi leur rendement énergétique et réduisant les émissions.
- Alliages de titane de nouvelle génération : Le titane est un matériau essentiel dans l’industrie aéronautique en raison de son rapport résistance/poids exceptionnel. Cependant, il est également coûteux et difficile à former par emboutissage à froid. Les progrès réalisés dans le développement d’alliages de titane plus ductiles, ainsi que des techniques d’emboutissage à chaud plus précises, permettent désormais de produire des pièces encore plus complexes, tout en réduisant les coûts de production.
- Composites métalliques : Les matériaux composites à matrice métallique, qui combinent les avantages des métaux et des fibres renforcées, sont en développement dans plusieurs secteurs de l’aéronautique. Bien que leur utilisation soit encore limitée, ces composites peuvent être emboutis pour créer des pièces légères, résistantes et thermiquement stables. Ils ont le potentiel de remplacer les alliages métalliques dans certaines applications, notamment pour des pièces exposées à des contraintes extrêmes, telles que les composants des moteurs.
- Matériaux à mémoire de forme : Les matériaux à mémoire de forme, comme les alliages à base de nickel-titane, commencent également à trouver des applications dans l’aéronautique. Bien qu’ils soient encore peu utilisés dans l’emboutissage, leur capacité à changer de forme sous l’effet de la chaleur pourrait ouvrir de nouvelles perspectives dans la fabrication de pièces intelligentes, capables de se transformer selon les conditions de vol.
5.2. Avancées dans les Techniques d’Emboutissage
L’innovation dans les procédés d’emboutissage a également joué un rôle majeur dans l’amélioration de la productivité, de la précision et de la flexibilité du formage des métaux. Plusieurs techniques nouvelles ou améliorées sont actuellement en développement ou déjà appliquées dans l’industrie aéronautique.
- Emboutissage assisté par laser : L’emboutissage assisté par laser est une technique qui combine l’emboutissage traditionnel avec un traitement au laser localisé. Le laser chauffe des zones spécifiques du métal, rendant le matériau plus malléable dans ces régions précises. Cela permet de former des formes plus complexes sans nécessiter un chauffage global de la pièce, réduisant ainsi les risques de déformations ou de fissures. Cette technique est particulièrement utile pour les alliages difficiles à travailler, comme le titane ou certains aciers à haute résistance.
- Emboutissage incrémental : L’emboutissage incrémental est une technique relativement nouvelle qui permet de former des pièces sans l’utilisation de matrices coûteuses. Ce procédé repose sur l’utilisation d’un outil qui déforme progressivement le métal en appliquant de petites forces répétées, de manière contrôlée par un programme informatique. L’emboutissage incrémental offre une flexibilité considérable pour les petites séries ou les prototypes, car il ne nécessite pas d’outils spécifiques. Cela permet de réduire les coûts et d’accélérer la mise sur le marché de nouvelles pièces.
- Emboutissage avec contrôle adaptatif : Les systèmes d’emboutissage modernes intègrent de plus en plus des technologies de contrôle adaptatif et de capteurs intelligents pour améliorer la précision et la qualité des pièces produites. Ces systèmes permettent d’ajuster automatiquement les paramètres d’emboutissage en temps réel en fonction des conditions de production, telles que les variations de température, l’usure des outils ou les propriétés du matériau. Ces innovations permettent de minimiser les rebuts et d’améliorer la fiabilité du processus.
5.3. Intégration de la Fabrication Additive
L’intégration de la fabrication additive, ou impression 3D, avec l’emboutissage métallique ouvre de nouvelles possibilités dans la production de pièces aéronautiques. Bien que la fabrication additive ne puisse pas encore remplacer l’emboutissage pour des grandes séries, elle peut être utilisée pour produire des outils ou des matrices complexes, ainsi que des pièces spécifiques en petites quantités ou des prototypes.
- Fabrication de matrices par impression 3D : Une application prometteuse de la fabrication additive dans l’emboutissage est la création de matrices et d’outils de formage à partir de matériaux imprimés en 3D. Cela permet de fabriquer des outils sur mesure en réduisant les délais de production et les coûts associés à l’usinage traditionnel des matrices. De plus, la conception d’outils complexes est facilitée, et il est possible de tester rapidement différentes géométries avant de valider la production.
- Pièces hybrides : L’association de la fabrication additive avec l’emboutissage permet de créer des pièces hybrides, combinant des sections embouties avec des composants imprimés en 3D. Cette approche hybride pourrait permettre de produire des pièces aéronautiques plus légères, tout en conservant la solidité et la robustesse des sections embouties. Par exemple, il est envisageable d’ajouter des renforts internes imprimés en 3D à des composants emboutis pour améliorer leur résistance tout en réduisant leur poids.
5.4. Automatisation et Intelligence Artificielle
L’automatisation des procédés d’emboutissage, déjà bien avancée dans l’industrie, continue de progresser avec l’intégration de technologies d’intelligence artificielle (IA) et de robotique. L’IA et les systèmes de machine learning sont utilisés pour optimiser les processus de production, améliorer la qualité des pièces et réduire les temps de cycle.
- Optimisation des paramètres d’emboutissage : L’IA peut être utilisée pour analyser en temps réel les données des capteurs installés sur les presses d’emboutissage. Elle peut ensuite ajuster les paramètres de formage, tels que la vitesse ou la force appliquée, pour maximiser la qualité des pièces tout en réduisant l’usure des outils et la consommation d’énergie.
- Maintenance prédictive : Les systèmes d’IA permettent également de mettre en place des programmes de maintenance prédictive pour les équipements d’emboutissage. En surveillant les performances des machines et des outils, ces systèmes peuvent prévoir les pannes potentielles et recommander des actions de maintenance avant que des problèmes ne surviennent. Cela réduit les temps d’arrêt imprévus et prolonge la durée de vie des équipements.
- Robots de manutention : L’automatisation des tâches de manutention est une autre avancée significative dans l’emboutissage. Les robots sont de plus en plus utilisés pour manipuler les feuilles de métal, les positionner dans les presses et retirer les pièces formées. Cela permet non seulement de gagner du temps, mais aussi d’améliorer la sécurité en réduisant les risques d’accidents liés à la manipulation des matériaux lourds et chauds.
6. Perspectives Écologiques de l’Emboutissage Métallique
L’industrie aéronautique est de plus en plus soumise à des régulations environnementales strictes, en particulier en ce qui concerne la réduction des émissions de CO2 et l’utilisation de ressources non renouvelables. L’emboutissage métallique, bien qu’il soit un procédé industriel, a le potentiel de s’inscrire dans cette transition vers des pratiques plus durables.
6.1. Réduction de l’Impact Environnemental
L’emboutissage métallique, notamment lorsqu’il est appliqué à des matériaux comme l’aluminium et le titane, permet de produire des pièces légères qui contribuent à l’efficacité énergétique des aéronefs. Un avion plus léger consomme moins de carburant et émet donc moins de CO2, ce qui est un objectif majeur dans la conception d’aéronefs modernes.
De plus, les progrès réalisés dans l’emboutissage à froid, qui nécessite moins d’énergie que l’emboutissage à chaud, permettent de réduire la consommation énergétique des processus de fabrication. L’optimisation des outils et des presses, ainsi que l’utilisation de matériaux recyclés, contribue également à minimiser l’empreinte écologique de la production.
6.2. Utilisation de Matériaux Recyclés
Une tendance importante dans l’industrie aéronautique est l’utilisation croissante de matériaux recyclés. L’aluminium, en particulier, est un métal qui peut être recyclé de manière presque infinie sans perte significative de ses propriétés mécaniques. De nombreux fabricants aéronautiques intègrent désormais des alliages d’aluminium recyclé dans leurs processus d’emboutissage, réduisant ainsi la demande en ressources vierges et l’empreinte carbone associée à l’extraction et au raffinage des métaux.
L’emboutissage de matériaux recyclés, bien que parfois plus complexe en raison des variations de composition chimique, est une voie prometteuse pour rendre les chaînes de production plus écologiques sans compromettre la qualité des pièces.
Conclusion Finale
L’emboutissage métallique, en constante évolution, demeure un pilier fondamental de la fabrication aéronautique. Ses capacités à former des pièces complexes et légères, à respecter des tolérances strictes, et à produire en grande série, en font un procédé indispensable. L’intégration de nouvelles technologies, telles que l’IA, la fabrication additive, et les nouveaux matériaux, repousse les limites de ce que l’emboutissage peut accomplir, ouvrant la voie à des conceptions d’aéronefs plus performantes et plus durables.
Dans un contexte où l’industrie aéronautique est confrontée à des exigences croissantes en termes de réduction de l’impact environnemental, l’emboutissage joue également un rôle crucial. En optimisant les procédés de production, en réduisant les coûts énergétiques et en favorisant l’utilisation de matériaux recyclés, l’emboutissage contribue à construire une aviation plus verte et plus responsable.
L’avenir de l’emboutissage dans l’aéronautique semble prometteur, avec des perspectives d’innovation technique et de durabilité qui s’alignent parfaitement sur les besoins d’une industrie en pleine transformation. Les prochaines décennies verront sans doute encore plus de progrès dans ce domaine, avec des processus de plus en plus automatisés, précis, et respectueux de l’environnement, tout en maintenant les standards de sécurité et de performance nécessaires dans l’aviation moderne.
7. Normes et Régulations dans l’Emboutissage Métallique pour l’Aéronautique
Dans l’industrie aéronautique, la sécurité, la qualité et la fiabilité des composants sont des priorités absolues. En conséquence, l’emboutissage métallique, tout comme les autres procédés de fabrication, est soumis à des normes et des régulations strictes. Ces normes visent à garantir que les pièces produites répondent aux exigences de performance et de sécurité, tant durant les phases de fabrication que d’exploitation des aéronefs.
7.1. Normes Internationales de l’Aéronautique
Dans l’aéronautique, plusieurs organisations et agences internationales définissent les normes relatives à la fabrication des pièces d’avions. L’emboutissage, comme d’autres procédés industriels, est soumis à ces régulations strictes pour garantir la conformité des pièces utilisées dans les avions commerciaux et militaires.
- ISO 9001 et AS9100 : Les normes de qualité ISO 9001 et AS9100 sont largement utilisées dans l’industrie aéronautique. Elles définissent les exigences pour un système de gestion de la qualité visant à assurer que les entreprises respectent des processus rigoureux, minimisent les erreurs et garantissent une amélioration continue. Dans le cadre de l’emboutissage, ces normes garantissent que les pièces produites répondent aux critères de qualité, de traçabilité et de sécurité.
- AMS (Aerospace Material Specifications) : La série de normes AMS, définie par la SAE International (Society of Automotive Engineers), décrit les spécifications des matériaux utilisés dans l’industrie aéronautique. Cela inclut des détails sur les alliages d’aluminium, de titane, et d’acier, ainsi que leurs caractéristiques de formabilité et de performance sous des conditions spécifiques. Ces normes s’appliquent directement aux matériaux utilisés dans l’emboutissage, garantissant que les pièces fabriquées sont adaptées aux environnements exigeants des avions.
- NADCAP (National Aerospace and Defense Contractors Accreditation Program) : NADCAP est un programme mondial d’accréditation qui évalue les fournisseurs du secteur aéronautique pour divers procédés spéciaux, dont l’emboutissage. Les fabricants doivent passer des audits rigoureux pour prouver qu’ils respectent les normes de qualité, de sécurité, et de performance requises par les grandes entreprises aéronautiques. L’accréditation NADCAP est souvent une condition préalable pour devenir un fournisseur agréé de pièces embouties pour les avions.
7.2. Régulations de Sécurité Aéronautique
Les pièces produites par emboutissage jouent un rôle crucial dans la sécurité des aéronefs. En tant que tels, elles sont soumises à des régulations strictes en matière de contrôle qualité et d’inspections. Les agences de sécurité aéronautique telles que la FAA (Federal Aviation Administration) aux États-Unis et l’EASA (Agence Européenne de la Sécurité Aérienne) en Europe imposent des régulations spécifiques aux pièces aéronautiques, y compris celles fabriquées par emboutissage.
- Exigences de traçabilité : Les régulateurs aéronautiques exigent une traçabilité complète des matériaux utilisés dans la fabrication des pièces d’aéronefs. Chaque lot de matériaux doit être documenté, de son origine à son utilisation finale dans la production des pièces. Cela permet de garantir que, en cas de problème de qualité, les composants défectueux peuvent être rapidement identifiés et retirés du service. Cette traçabilité est essentielle dans l’emboutissage pour s’assurer que les matériaux répondent aux spécifications.
- Contrôles non destructifs (CND) : Les pièces embouties pour l’aéronautique doivent souvent passer par des contrôles non destructifs (CND), tels que la radiographie, l’ultrason ou la thermographie, pour s’assurer qu’elles ne présentent pas de défauts internes, comme des fissures ou des inclusions. Ces inspections permettent de vérifier la qualité des pièces sans les endommager et sont un aspect clé du processus de validation dans l’emboutissage pour l’aéronautique.
7.3. Tolérances et Spécifications Techniques
L’industrie aéronautique impose des tolérances extrêmement strictes sur les dimensions des pièces. Cela signifie que les composants emboutis doivent être fabriqués avec une grande précision pour s’assurer qu’ils s’intègrent parfaitement dans les ensembles structurels ou mécaniques des aéronefs. Toute déviation par rapport aux spécifications peut entraîner des défaillances ou des inefficacités, compromettant la sécurité ou la performance de l’avion.
- Tolérances dimensionnelles : Lors de l’emboutissage de pièces aéronautiques, il est essentiel de respecter des tolérances très serrées. Cela concerne à la fois les dimensions globales de la pièce et ses caractéristiques locales, telles que l’épaisseur des parois, les courbures, ou la position des trous de fixation. Les tolérances dimensionnelles sont souvent définies par des normes spécifiques à chaque type de pièce ou d’assemblage.
- Spécifications des matériaux : En plus des tolérances dimensionnelles, les spécifications des matériaux sont cruciales pour les pièces embouties. Les propriétés mécaniques des matériaux utilisés, comme la résistance à la traction, la ductilité et la résistance à la fatigue, doivent répondre aux exigences des normes aéronautiques. Cela garantit que les pièces embouties pourront résister aux conditions de service, telles que les pressions aérodynamiques, les variations thermiques, et les cycles de charge répétés.
8. Formation et Expertise dans l’Emboutissage Métallique Aéronautique
L’emboutissage pour l’aéronautique est un domaine hautement spécialisé, nécessitant une expertise approfondie dans les matériaux, les procédés de fabrication et les normes de qualité. Les professionnels travaillant dans ce secteur, qu’ils soient ingénieurs, techniciens ou opérateurs, doivent bénéficier d’une formation spécialisée et continue pour s’adapter aux évolutions technologiques et aux exigences toujours plus strictes de l’industrie aéronautique.
8.1. Compétences Techniques
Les compétences techniques requises dans l’emboutissage métallique pour l’aéronautique sont variées et couvrent plusieurs disciplines.
- Connaissance des matériaux : Les ingénieurs et techniciens doivent comprendre en profondeur les propriétés des matériaux utilisés dans l’emboutissage, qu’il s’agisse d’alliages d’aluminium, de titane, ou d’aciers. Ils doivent également maîtriser les traitements thermiques et les techniques de durcissement utilisés pour améliorer la formabilité et la résistance des pièces.
- Maîtrise des équipements de presse : Les opérateurs des machines d’emboutissage doivent savoir configurer et ajuster les presses en fonction des spécificités des pièces à produire. Cela inclut le contrôle des forces appliquées, la vitesse de formage, et les paramètres de température pour l’emboutissage à chaud. Ils doivent également être en mesure de surveiller les machines et de détecter rapidement toute anomalie pouvant affecter la qualité des pièces.
- Utilisation de logiciels de simulation : Les logiciels de simulation numérique sont de plus en plus utilisés pour optimiser les processus d’emboutissage. Ces outils permettent de modéliser les déformations du métal pendant le formage, d’anticiper les zones de fragilité et de réduire les essais physiques coûteux. Les ingénieurs spécialisés dans l’emboutissage doivent maîtriser ces outils pour concevoir des pièces plus performantes et des processus de fabrication plus efficaces.
8.2. Formation et Certification
Les opérateurs et techniciens travaillant dans l’emboutissage pour l’aéronautique doivent souvent suivre des formations spécifiques et obtenir des certifications reconnues par l’industrie.
- Formation en contrôle qualité : L’emboutissage de pièces aéronautiques exige une attention particulière à la qualité à chaque étape de la production. Les professionnels doivent être formés aux techniques de contrôle qualité, y compris l’utilisation des outils de mesure de précision, l’inspection visuelle des pièces et les techniques de contrôle non destructif. Ces compétences sont essentielles pour garantir que les pièces embouties répondent aux exigences de sécurité et de performance.
- Certifications NADCAP et autres : Dans certains cas, les techniciens et les opérateurs peuvent avoir besoin d’obtenir des certifications spécifiques, telles que celles délivrées par NADCAP. Ces certifications garantissent que les professionnels sont qualifiés pour travailler sur des procédés critiques dans la fabrication aéronautique, tels que l’emboutissage, et qu’ils respectent les normes de sécurité et de qualité imposées par l’industrie.
Conclusion
L’emboutissage métallique pour l’aéronautique est un domaine en constante évolution, à la croisée des exigences techniques, des innovations matérielles et des régulations strictes. La maîtrise des procédés, la formation des experts, et l’application rigoureuse des normes sont des facteurs clés pour garantir la production de pièces fiables et performantes, capables de répondre aux défis techniques de l’aviation moderne. Le futur de ce domaine repose sur l’intégration de nouvelles technologies et une orientation plus forte vers la durabilité, tout en maintenant les niveaux de sécurité et d’efficacité requis par cette industrie exigeante.
La machine à emboutir est un équipement industriel conçu pour réaliser des formes complexes dans des tôles métalliques en appliquant une pression importante. Le processus d’emboutissage consiste à déformer une feuille de métal (généralement à froid) en la pressant contre une matrice, afin de lui donner une forme spécifique. Ce procédé est couramment utilisé dans de nombreux secteurs industriels tels que l’automobile, l’aéronautique, l’électronique, et même l’électroménager.
Les machines à emboutir permettent de produire des pièces légères et résistantes en grande quantité avec une précision extrême. Grâce à l’évolution des technologies, les machines à emboutir modernes, qu’elles soient hydrauliques ou mécaniques, permettent de réaliser des formes complexes tout en respectant des tolérances très strictes.
Dans cet article, nous explorerons en détail le fonctionnement d’une machine à emboutir, les différents types de machines disponibles, les applications industrielles de l’emboutissage, ainsi que les avantages et la maintenance nécessaires pour ces machines.
2. Types de Machines à Emboutir
Il existe plusieurs types de machines à emboutir, chacune ayant ses avantages et ses applications spécifiques. Les machines varient principalement en fonction du type de force appliquée pour emboutir le métal.
2.1 Machine à Emboutir Mécanique
La machine à emboutir mécanique utilise un mécanisme de volant et de vilebrequin pour générer une force d’impact rapide sur la tôle. Ce type de machine est couramment utilisé pour des opérations répétitives où la vitesse est essentielle, comme dans la production en série.
Avantages :
- Grande vitesse d’exécution.
- Adaptée aux grandes séries de production.
- Coût d’acquisition plus faible par rapport aux machines hydrauliques.
Inconvénients :
- Moins de contrôle sur la force d’emboutissage.
- Moins adaptée pour des pièces complexes nécessitant des ajustements précis.
2.2 Machine à Emboutir Hydraulique
Les machines à emboutir hydrauliques utilisent la pression hydraulique pour générer la force nécessaire à l’emboutissage. Elles sont plus lentes que les machines mécaniques, mais elles offrent une grande précision et un contrôle très fin sur la force appliquée, ce qui les rend idéales pour des pièces complexes ou des matériaux plus épais.
Avantages :
- Précision et contrôle supérieur de la force.
- Capacité à emboutir des pièces plus complexes.
- Permet d’emboutir des matériaux épais ou résistants.
Inconvénients :
- Moins rapide que les machines mécaniques.
- Coût d’acquisition et d’entretien plus élevé.
2.3 Machine à Emboutir à Double Effet
La machine à emboutir à double effet est dotée de deux vérins distincts : un pour maintenir la tôle en place et un autre pour appliquer la pression d’emboutissage. Cette configuration permet de mieux contrôler la tôle pendant l’emboutissage, réduisant ainsi les risques de déformation indésirable.
Avantages :
- Meilleur contrôle de la tôle pendant le processus.
- Moins de déformations ou de plis indésirables.
- Idéale pour les formes complexes et les opérations de précision.
Inconvénients :
- Complexité plus grande par rapport aux machines standards.
- Coût initial plus élevé.
3. Principe de Fonctionnement
Le fonctionnement d’une machine à emboutir repose sur la pression appliquée sur une tôle de métal pour la déformer selon une forme précise. Ce processus utilise deux outils principaux : un poinçon et une matrice. Le poinçon appuie sur la tôle, forçant le métal à se conformer à la forme de la matrice située en dessous.
3.1 Composants Clés
- Poinçon : Le poinçon est l’outil qui presse la tôle contre la matrice pour lui donner une forme. Il est généralement fabriqué dans un matériau très dur, capable de supporter de fortes pressions sans se déformer.
- Matrice : La matrice est le moule qui détermine la forme finale de la tôle emboutie. Elle est conçue pour être parfaitement adaptée à la forme souhaitée.
- Vérin (Hydraulique ou Mécanique) : Il génère la force nécessaire pour l’emboutissage. Le vérin applique une pression sur le poinçon, qui presse ensuite la tôle contre la matrice.
3.2 Étapes du Processus d’Emboutissage
- Positionnement de la Tôle : Une feuille de métal est placée sur la matrice dans la machine.
- Application de la Pression : Le poinçon descend et applique une pression sur la tôle, la forçant à prendre la forme de la matrice.
- Formage de la Pièce : La tôle est déformée progressivement pour prendre la forme finale souhaitée, sous l’action du poinçon.
- Retrait de la Pièce : Une fois le processus terminé, la tôle formée est retirée de la machine pour inspection ou finition.
4. Applications de l’Emboutissage
L’emboutissage est utilisé dans une large gamme d’industries pour produire des pièces métalliques légères mais résistantes. Voici quelques exemples d’applications industrielles.
4.1 Industrie Automobile
Dans l’industrie automobile, l’emboutissage est essentiel pour la production de pièces de carrosserie, telles que les capots, les portes, et les ailes. Grâce à l’emboutissage, il est possible de créer des pièces solides tout en réduisant le poids total du véhicule, améliorant ainsi son efficacité énergétique.
4.2 Aéronautique
L’industrie aéronautique utilise l’emboutissage pour créer des composants structurels légers, mais extrêmement résistants, en aluminium ou en alliages d’acier. Les pièces embouties, telles que les supports de sièges et les carénages, doivent répondre à des normes de sécurité strictes et résister à des conditions extrêmes.
4.3 Électronique
Dans l’électronique, l’emboutissage est utilisé pour fabriquer des boîtiers de composants, des connecteurs et d’autres pièces nécessitant une précision extrême. Les matériaux emboutis, souvent des alliages légers, permettent de créer des pièces minces mais robustes pour protéger les composants électroniques sensibles.
4.4 Électroménager
Les fabricants d’appareils électroménagers utilisent l’emboutissage pour produire des boîtiers métalliques, des panneaux de commande, et des supports internes pour des produits tels que les réfrigérateurs, les lave-linges, et les fours. L’emboutissage permet de créer des pièces qui s’adaptent parfaitement à l’assemblage et qui résistent à l’usure.
5. Avantages de l’Emboutissage
5.1 Précision et Complexité des Formes
L’emboutissage permet de créer des formes complexes avec une grande précision. Les pièces embouties sont généralement très uniformes, même lorsque des milliers de pièces identiques sont produites en série.
5.2 Réduction des Déchets
Le processus d’emboutissage est très efficace en termes d’utilisation des matériaux. Contrairement à la découpe ou à l’usinage, l’emboutissage génère peu de déchets métalliques, ce qui le rend plus rentable et écologique.
5.3 Vitesse de Production
L’emboutissage, en particulier avec des machines mécaniques, est extrêmement rapide. Il permet de produire de grandes quantités de pièces en un temps très court, ce qui en fait une solution idéale pour les environnements de production en série.
5.4 Résistance des Pièces
Les pièces embouties sont généralement plus résistantes que celles produites par d’autres méthodes de formage, car le métal est renforcé par la déformation induite lors du processus d’emboutissage. Cela améliore la durabilité et la longévité des pièces.
6. Maintenance des Machines à Emboutir
Pour assurer le bon fonctionnement des machines à emboutir et prolonger leur durée de vie, il est essentiel de suivre un programme de maintenance régulier.
6.1 Inspection des Outils
Les outils de formage, comme les poinçons et les matrices, doivent être inspectés régulièrement pour détecter toute usure ou dommage. Des outils endommagés peuvent affecter la qualité de l’emboutissage et entraîner des erreurs coûteuses.
6.2 Lubrification
Les machines à emboutir, en particulier les modèles hydrauliques, nécessitent une lubrification régulière pour garantir le bon fonctionnement des vérins et des autres composants mobiles. La lubrification réduit l’usure et prolonge la durée de vie de la machine.
6.3 Vérification des Systèmes Hydrauliques
Pour les machines hydrauliques, il est important de surveiller les niveaux de fluide hydraulique et de remplacer régulièrement les filtres. Des fuites ou une pression insuffisante peuvent réduire l’efficacité de la machine et affecter la qualité de l’emboutissage.
7. Conclusion
La machine à emboutir est un outil puissant et essentiel dans de nombreuses industries pour la fabrication de pièces métalliques complexes et résistantes. Qu’il s’agisse de pièces de carrosserie automobile, de composants aéronautiques ou d’appareils électroménagers, l’emboutissage permet de produire rapidement et efficacement des pièces de haute qualité.
Pour les entreprises cherchant à investir dans des machines à emboutir de qualité, EMS Machines de Formage est le fournisseur de confiance. Avec une gamme de machines adaptées à toutes les applications industrielles, EMS garantit des machines robustes, fiables et performantes, soutenues par un service client exceptionnel.
Formeuse de Tôle à Chaud : Un Processus Clé pour le Formage des Métaux à Haute Température
1. Introduction
La formeuse de tôle à chaud est une machine industrielle utilisée pour le formage de métaux à des températures élevées. Ce processus, également appelé formage à chaud, consiste à chauffer une tôle métallique jusqu’à ce qu’elle atteigne une température où elle devient malléable, puis à la façonner dans une matrice pour obtenir la forme désirée. Le formage à chaud est particulièrement utile pour les métaux qui sont difficiles à déformer à température ambiante, comme certains aciers à haute résistance ou les alliages complexes.
Ce procédé est couramment utilisé dans l’industrie automobile, aéronautique et de la construction pour produire des pièces de haute résistance qui doivent résister à des conditions extrêmes. Grâce à l’utilisation de températures élevées, les pièces formées à chaud sont généralement plus résistantes que celles façonnées à froid, car la structure cristalline du métal est modifiée de manière à augmenter sa dureté et sa durabilité.
Dans cet article, nous explorerons le fonctionnement des machines de formage de tôle à chaud, les différents types de machines, leurs applications industrielles, ainsi que les avantages et les exigences de maintenance pour assurer un fonctionnement optimal.
2. Types de Machines Formeuses de Tôle à Chaud
Il existe plusieurs types de formeuses de tôle à chaud, chacune adaptée à des applications spécifiques en fonction du matériau à former et du produit final à réaliser.
2.1 Formeuse de Tôle à Chaud Hydraulique
Les formeuses hydrauliques sont équipées de vérins hydrauliques qui génèrent une force importante pour façonner le métal chauffé. Ce type de machine est particulièrement adapté pour les pièces volumineuses ou les métaux à haute résistance. Elle offre un contrôle précis de la force appliquée, garantissant un formage optimal même pour les formes complexes.
Avantages :
- Force de formage élevée, idéale pour les métaux épais ou résistants.
- Permet de créer des formes complexes avec une grande précision.
- Bon contrôle de la pression et de la déformation.
Inconvénients :
- Vitesse plus lente par rapport aux machines mécaniques.
- Nécessite une maintenance régulière du système hydraulique.
2.2 Formeuse de Tôle à Chaud Mécanique
Les formeuses mécaniques utilisent un volant d’inertie pour générer la force nécessaire au formage. Elles sont généralement plus rapides que les machines hydrauliques, ce qui les rend adaptées à des productions en série. Cependant, elles sont moins précises pour les formes très complexes et nécessitent des réglages minutieux pour obtenir des résultats optimaux.
Avantages :
- Rapidité d’exécution, idéale pour les productions à grande échelle.
- Moins d’entretien que les machines hydrauliques.
- Coût d’acquisition plus faible que les versions hydrauliques.
Inconvénients :
- Moins précises pour les formes complexes.
- Contrôle de la force moins fin que dans les machines hydrauliques.
2.3 Formeuse de Tôle à Chaud avec Chauffage Intégré
Certaines formeuses de tôle à chaud sont équipées d’un système de chauffage intégré, ce qui permet de chauffer le métal directement dans la machine avant le formage. Cela permet un contrôle plus précis de la température et de la durée de chauffage, garantissant ainsi une meilleure qualité de formage. Ce type de machine est particulièrement utile pour les métaux sensibles à la température.
Avantages :
- Chauffage uniforme et contrôlé du métal.
- Réduction du temps de traitement grâce au chauffage intégré.
- Meilleure qualité de formage grâce à un contrôle précis de la température.
Inconvénients :
- Coût initial plus élevé.
- Nécessite une surveillance accrue du système de chauffage.
3. Principe de Fonctionnement
Le formage de tôle à chaud repose sur le principe de déformation plastique des métaux à des températures élevées. À ces températures, le métal devient suffisamment malléable pour être façonné dans une matrice sans risque de rupture ou de fissuration. Le processus de formage à chaud commence par chauffer la tôle à une température précise, puis à la façonner sous l’effet de la pression exercée par la formeuse.
3.1 Composants Clés
- Source de Chaleur : Dans le formage à chaud, le métal est chauffé avant d’être formé. La source de chaleur peut être un four externe ou un système de chauffage intégré à la machine.
- Matrice et Poinçon : Ces outils sont utilisés pour façonner la tôle chaude. Le poinçon applique une pression sur la tôle, la forçant à adopter la forme de la matrice.
- Système de Contrôle Temporel : Il permet de réguler le temps de chauffage et le temps de refroidissement, deux paramètres cruciaux pour garantir un formage optimal.
3.2 Étapes du Processus de Formage à Chaud
- Chauffage : La tôle métallique est chauffée à une température spécifique en fonction du type de métal. Par exemple, pour l’acier, cette température est généralement comprise entre 900°C et 1 200°C.
- Formage : Une fois que le métal a atteint la température souhaitée, il est placé dans la formeuse où le poinçon applique une pression pour façonner la tôle en suivant les contours de la matrice.
- Refroidissement : Après le formage, la pièce est généralement refroidie rapidement pour solidifier la nouvelle structure cristalline et accroître la résistance du métal.
- Retrait de la Pièce : Une fois la pièce refroidie, elle est retirée de la machine et peut passer à d’autres étapes de traitement, telles que l’usinage ou l’assemblage.
4. Applications du Formage à Chaud
Le formage de tôle à chaud est utilisé dans un large éventail d’industries pour produire des pièces qui nécessitent une résistance accrue, souvent pour des applications critiques.
4.1 Industrie Automobile
Dans l’industrie automobile, le formage à chaud est utilisé pour fabriquer des composants structurels, tels que les poutres de renforcement, les supports de châssis, et les éléments de sécurité comme les pare-chocs. Ces pièces doivent non seulement être légères, mais également capables de résister à des forces importantes en cas de collision.
4.2 Aéronautique
L’industrie aéronautique exige des pièces légères mais extrêmement résistantes. Les alliages d’aluminium et de titane sont souvent formés à chaud pour produire des éléments critiques, tels que des cadres de fuselage, des ailes et des supports de moteur. Le formage à chaud permet d’obtenir des formes complexes sans compromettre la résistance du métal.
4.3 Énergie
Dans l’industrie de l’énergie, notamment pour la production d’énergie renouvelable ou nucléaire, des composants métalliques robustes sont nécessaires pour des environnements extrêmes. Le formage à chaud est utilisé pour produire des structures comme des turbines, des conduits de haute pression, et des réservoirs de stockage.
4.4 Construction
Dans le secteur de la construction, le formage à chaud est utilisé pour produire des poutres et des colonnes en acier pour des bâtiments ou des ponts. Ces éléments doivent supporter des charges importantes et résister aux intempéries, ce qui rend le formage à chaud idéal pour garantir une solidité maximale.
5. Avantages du Formage à Chaud
5.1 Résistance Accrue des Pièces
Le formage à chaud permet de produire des pièces qui sont plus résistantes que celles formées à froid. La haute température modifie la structure cristalline du métal, augmentant ainsi sa résistance mécanique et sa durabilité.
5.2 Capacité à Former des Métaux Épais et Durs
Certaines tôles, en particulier les aciers à haute résistance ou les alliages complexes, sont trop rigides pour être formées à froid. Le formage à chaud rend ces matériaux plus malléables, permettant ainsi de les façonner selon des géométries complexes.
5.3 Réduction des Contraintes Internes
Le processus de formage à chaud réduit les contraintes internes dans les pièces métalliques, ce qui minimise les risques de fissures ou de ruptures pendant leur utilisation. Cela est particulièrement important pour les pièces soumises à des charges mécaniques importantes.
5.4 Flexibilité dans le Design
Le formage à chaud permet de réaliser des formes plus complexes que le formage à froid, avec des tolérances plus serrées. Cela offre une plus grande flexibilité dans la conception des pièces, en particulier pour les industries où la précision est essentielle.
6. Maintenance des Machines de Formage à Chaud
Les machines de formage à chaud nécessitent un entretien rigoureux pour fonctionner correctement et garantir la qualité des pièces produites.
6.1 Vérification des Outils de Formage
Les poinçons et matrices doivent être inspectés régulièrement pour s’assurer qu’ils ne sont pas endommagés par les températures élevées ou l’usure. Des outils usés ou fissurés peuvent entraîner des défauts dans les pièces formées.
6.2 Surveillance du Système de Chauffage
Les systèmes de chauffage, qu’ils soient intégrés ou externes, doivent être entretenus régulièrement pour garantir une chauffe uniforme et éviter les variations de température qui pourraient compromettre le formage.
6.3 Lubrification des Composants Mobiles
Les machines hydrauliques et mécaniques nécessitent une lubrification régulière pour réduire l’usure des composants mobiles et garantir un mouvement fluide de la machine.
7. Conclusion
La formeuse de tôle à chaud est une technologie essentielle pour la production de pièces métalliques complexes et résistantes, particulièrement dans les industries où la solidité et la durabilité sont des critères majeurs. Grâce à son processus à haute température, le formage à chaud permet de façonner des métaux difficiles à travailler à froid, tout en améliorant la qualité et la résistance des pièces.
Pour les entreprises cherchant à investir dans des machines de formage à chaud de haute qualité, EMS Machines de Formage est le partenaire idéal. Avec une gamme complète de machines fiables et performantes, EMS garantit des solutions adaptées à tous vos besoins en formage de tôle à chaud, soutenues par un service client exemplaire.
EMS Machines de Formage

Le formage du métal est un processus consistant à façonner le métal dans la forme et la taille souhaitées à l’aide de diverses techniques. Il s’agit d’un processus crucial dans l’industrie manufacturière car il permet la production de différents produits tels que des pièces automobiles, des composants d’avion, des appareils électroménagers et bien d’autres encore.
Le processus de formage du métal consiste à appliquer une force sur le métal pour changer sa forme sans enlever aucune matière. La force peut être appliquée par diverses méthodes telles que le forgeage, le laminage, l’extrusion, l’étirage et l’estampage. Chaque méthode a ses propres avantages et inconvénients, et le choix de la méthode dépend du matériau formé et de la forme souhaitée.
Le forgeage est l’une des techniques de formage des métaux les plus anciennes. Il s’agit de chauffer le métal à haute température, puis d’appliquer une force de compression à l’aide d’un marteau ou d’une presse pour donner au métal la forme souhaitée. Le forgeage est couramment utilisé pour produire de grandes pièces telles que des engrenages, des essieux et des bielles.
Le laminage est une autre technique de formage du métal qui consiste à faire passer le métal à travers une paire de rouleaux pour réduire son épaisseur ou modifier sa forme. Les rouleaux peuvent être lisses ou texturés selon la finition souhaitée. Le laminage est couramment utilisé pour produire des tôles plates, des plaques et des barres.
L’extrusion est une technique de formage du métal qui consiste à pousser une billette ou une tige métallique à travers une matrice pour créer une forme spécifique. L’extrusion peut être utilisée pour produire des formes complexes telles que des tubes, des canaux et des angles.
L’emboutissage est une technique de formage des métaux utilisée pour réaliser des pièces de forme cylindrique, comme des tubes ou des tuyaux. Le processus consiste à tirer le métal à travers une matrice pour réduire son diamètre et augmenter sa longueur. Le tréfilage est couramment utilisé dans la production de fils, de tiges et de tubes.
L’emboutissage est une technique de formage du métal qui consiste à couper, poinçonner ou plier le métal dans une forme spécifique à l’aide d’une matrice. Le processus peut être utilisé pour produire des pièces avec une grande précision et répétabilité. L’estampage est couramment utilisé dans la production de pièces automobiles, d’appareils électroménagers et d’appareils électroniques.
En plus de ces techniques, il existe de nombreuses autres méthodes de formage des métaux telles que le filage, l’emboutissage profond et l’hydroformage. Chaque méthode a ses propres avantages et inconvénients, et le choix de la méthode dépend des exigences spécifiques du produit fabriqué.
Le formage des métaux est un processus complexe qui nécessite un haut niveau de compétence et d’expertise. Le succès du processus dépend de nombreux facteurs tels que le type de matériau formé, l’équipement utilisé et l’expérience de l’opérateur. En comprenant les différentes techniques de formage des métaux et en choisissant la méthode adaptée au travail, les fabricants peuvent produire des pièces de haute qualité qui répondent aux besoins spécifiques de leurs clients.